























التنقل السريع: 1. نظرة عامة على السوق · 2. ما هو الشحم · 3. الأنواع السبعة · 4. درجات NLGI · 5. إطار الاختيار · 6. التطبيقات الصناعية · 7. الشحم مقابل الزيت · 8. الإفراط في التشحيم أو نقصه · 9. التوافق والتحويل · 10. أنماط الفشل · 11. تحليل الشحوم · 12. التخزين والمناولة · 13. الأسئلة الشائعة · 14. منتجات زيت ZTSH
1. أهمية الشحوم الصناعية - سياق السوق
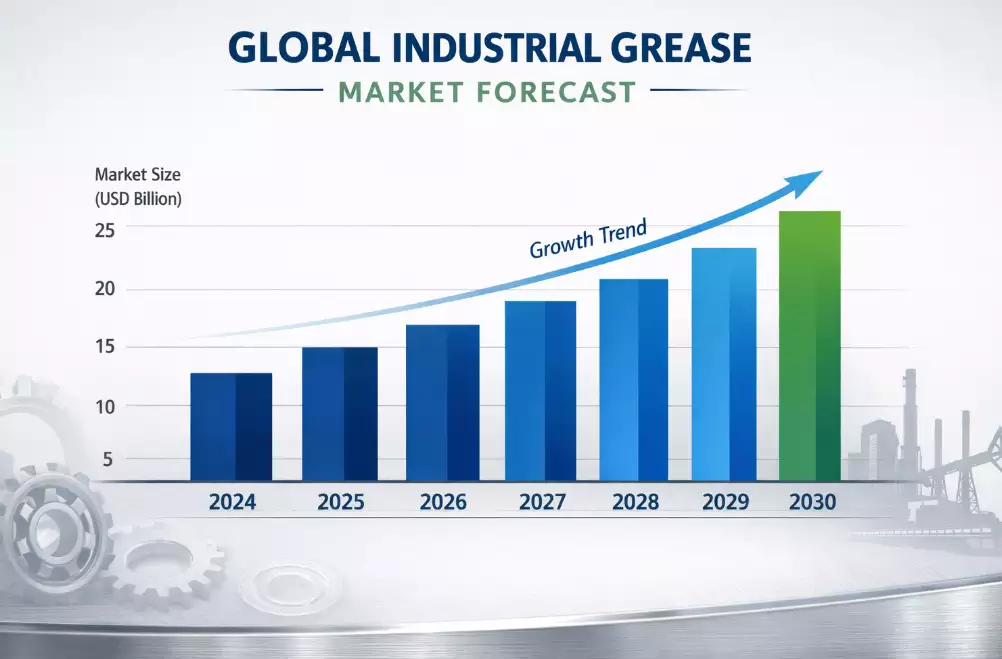
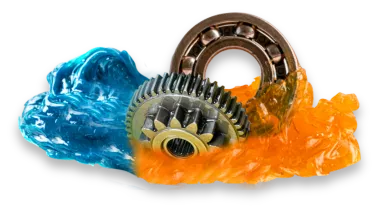
تُعدّ شحوم التشحيم الصناعية أساسية في جميع الآلات الدوارة والمنزلقة والمتذبذبة تقريباً في قطاعات التصنيع والتعدين والبناء وتوليد الطاقة حول العالم. ولا يقتصر اختيار نوع الشحم على كونه سلعة فحسب، بل هو قرار هندسي دقيق يؤثر بشكل مباشر على موثوقية المعدات وميزانيات الصيانة ووقت تشغيل الإنتاج.
ثلاثة أرقام تحدد حجم المخاطر:
- $6.8 مليار — حجم سوق الشحوم الصناعية العالمية في عام 2025، ينمو بمعدل نمو سنوي مركب قدره 4.11 تريليون طن حتى عام 2030
- 36% — نسبة حالات فشل المحامل المبكرة التي تُعزى إلى ممارسات التشحيم السيئة (SKF، 2025)
- 49% — حصة منطقة آسيا والمحيط الهادئ من الطلب العالمي على الشحوم، بقيادة الصين والهند وجنوب شرق آسيا https://www.skf.com/group/knowledge-hub/maintenance-and-reliability/bearing-failure-analysis】
يُعدّ مركب كبريتات الكالسيوم أسرع قطاعات الشحوم نموًا على مستوى العالم، إذ يتوسع بمعدل نمو سنوي مركب قدره 9.11 تريليون طن، أي ضعف متوسط السوق الإجمالي، مدفوعًا بالطلب المتزايد عليه في قطاعات التعدين والملاحة البحرية والمنصات البحرية نظرًا لمقاومته الاستثنائية للماء. وتستحوذ شحوم درجات الحرارة العالية على 351 تريليون طن من حجم السوق المتوقع في عام 2024، ومن المتوقع أن ينمو بمعدل نمو سنوي مركب قدره 6.51 تريليون طن حتى عام 2030.
ارتفعت صادرات الصين من مواد التشحيم بنسبة 18.431 تريليون طن سنويًا في عام 2025. وقد أصبحت أسواق مبادرة الحزام والطريق، بما في ذلك جنوب شرق آسيا والشرق الأوسط وأمريكا اللاتينية، وجهات نمو رئيسية لشحوم التشحيم الصناعية المصنعة في الصين. وتستحوذ العلامات التجارية الصينية المحلية حاليًا على أكثر من 351 تريليون طن من السوق المحلية، مع تقارب معايير الجودة بسرعة مع المعايير الغربية الرائدة، وبتكلفة أقل بكثير.
2. ما هو الشحم الصناعي المستخدم في التشحيم؟
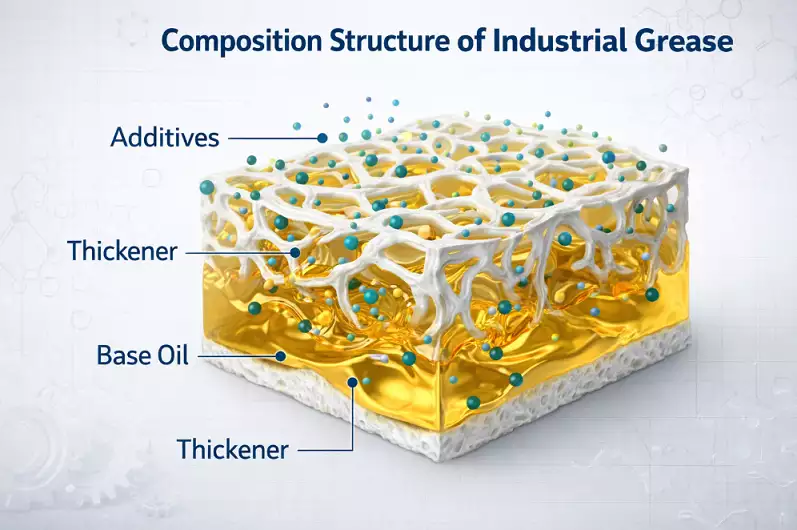
شحم التشحيم الصناعي هو مادة تشحيم شبه صلبة تتكون من ثلاثة مكونات: زيت أساسي (60-75% بالوزن)، ومادة مُكثِّفة (5-25%)، ومجموعة إضافات لتحسين الأداء (5-20%). على عكس زيت التشحيم، يبقى الشحم في مكانه تحت تأثير قوة الطرد المركزي والجاذبية والضغط، مما يجعله مادة التشحيم المفضلة للمحامل المغلقة، ونقاط التشحيم التي يصعب الوصول إليها، والمعدات التي لا تتحمل التسرب.
2.1 كيف تعمل الشحوم فعلياً على التشحيم - آلية الانسيابية
عندما يتحرك سطح المحمل، تتسبب قوى القص في إطلاق مادة التكثيف للزيت الأساسي، مما يُشكل طبقة رقيقة ديناميكية مائية بين الأسطح المعدنية. وعند توقف الحركة، تعيد مادة التكثيف امتصاص الزيت. يُطلق على هذا السلوك العكوس اسم الانسيابية — ولهذا السبب يوفر الشحم التشحيم حتى بعد فترات طويلة من الخمول، مما يجعله مثالياً للآلات التي تعمل بنظام التشغيل والإيقاف والمعدات التي لا يتم تشغيلها بشكل متكرر.
رؤية بالغة الأهمية يغفل عنها معظم مشتري الشركات: الزيت الأساسي - وليس المُكثِّف - هو المسؤول عن التزييت الفعلي. المُكثِّف هو مجرد حامل هيكلي. لهذا السبب، قد يختلف أداء نوعين من شحوم NLGI 2 من عائلات مُكثِّفات مختلفة اختلافًا جذريًا في نفس المحمل.
2.2 المكونات الثلاثة - ما يجب على مشتري B2B التحقق منه
الزيت الأساسي (مادة التشحيم - 60-75% بالوزن) يقوم بعملية التشحيم الفعلية. يجب أن يتناسب مع سرعة التشغيل ودرجة الحرارة باستخدام تصنيف لزوجة ISO VG. تستخدم معظم الشحوم الزيوت المعدنية (مجموعة API من الأول إلى الثالث)؛ بينما تستخدم الشحوم المتخصصة زيوتًا أساسية اصطناعية (PAO، إستر، سيليكون) للتطبيقات التي تتطلب درجات حرارة قصوى أو عمرًا تشغيليًا طويلًا.
مُكثِّف (الإسفنج الهيكلي - 5-25% بالوزن) يُحدد هذا المعيار نطاق درجة الحرارة، ومقاومة الماء، والتوافق مع أنواع الشحوم الأخرى. وهو العامل #1 الذي يُميز أنواع الشحوم، ومصدر مشاكل عدم التوافق عند خلط أنواع الشحوم.
المواد المضافة (محسنات الأداء - 5-20% بالوزن) توفر هذه الإضافات حماية من الضغط الشديد، وخصائص مقاومة للتآكل، ومقاومة للأكسدة، ومنع الصدأ، وخاصية الالتصاق. مع ذلك، فإن إضافات الضغط الشديد ليست شاملة، إذ قد تُلحق الضرر بالمحامل عالية السرعة ذات الأحمال الخفيفة نتيجة التفاعل الكيميائي عند درجة حرارة التشغيل.
2.3 لماذا يُفضل استخدام الشحم على الزيت في البيئات الصناعية
- يبقى في مكانه دون الحاجة إلى خزان أو مضخة للعديد من التطبيقات
- يعمل كحاجز للتلوث، ويمنع دخول الماء والغبار والجسيمات
- فعال في نقاط التشحيم المعرضة لحركة تذبذبية أو اهتزازية
- مناسب للاستخدام في وضعيات الأعمدة الرأسية حيث يتسرب الزيت
- فترات إعادة التشحيم الطويلة تقلل من وتيرة الصيانة وتكاليف العمالة
- انخفاض تكلفة النظام - هياكل أبسط، لا حاجة إلى موانع تسرب أو مضخات أو خزانات
3. أنواع الشحوم الصناعية السبعة - مقارنة شاملة
تُعدّ التركيبة الكيميائية للمُكثّف العاملَ الأساسيّ الذي يُميّز بين أنواع الشحوم المختلفة. ويُعتبر اختيار المُكثّف الخاطئ - حتى مع استخدام لزوجة الزيت الأساسيّ الصحيحة - خطأً شائعاً ومُكلفاً.
جدول مقارنة أنواع الشحوم الصناعية
| نوع الشحم | نطاق درجة الحرارة | مقاومة الماء | ملاءمة السرعة | مخاطر الخلط | أفضل التطبيقات |
|---|---|---|---|---|---|
| مركب الليثيوم (Li-X) ★ | من -30 درجة مئوية إلى 180 درجة مئوية | جيد | منخفض - مرتفع | منخفض (مع الليثيوم) | المحامل، الهيكل، المعدات الأصلية للأغراض العامة |
| بولي يوريا (PU) | من -30 درجة مئوية إلى 180 درجة مئوية | جيد جدًا | عالي - مثالي للمحركات | عالي — لا تخلط أبداً | محركات كهربائية، محامل محكمة الإغلاق مدى الحياة |
| مجمع سلفونات الكالسيوم | من -20 درجة مئوية إلى 180 درجة مئوية | متميز | منخفض إلى متوسط | معتدل | التعدين، والبيئات البحرية، والبيئات الرطبة |
| بنتون / طين | لا يوجد حد لنقطة التقطير (>230 درجة مئوية حد الزيت الأساسي) | معتدل | منخفض إلى متوسط | متوافق مع معظم | فرن، فرن صهر، آلات صب مستمرة |
| الليثيوم البسيط (Li) | من -30 درجة مئوية إلى 130 درجة مئوية | معتدل | منخفض - مرتفع | قليل | شحم هيكل السيارة، اقتصادي/للاستخدامات العامة |
| الكالسيوم (Ca) | من -20 درجة مئوية إلى 80 درجة مئوية | أرقى | منخفض إلى متوسط | معتدل | أعمال الصلب البحرية، الرطبة/الخارجية |
| مادة PTFE / اصطناعية | من -50 درجة مئوية إلى 260 درجة مئوية | جيد | عالي | قليل | مناسب للاستخدام مع المواد الغذائية، غرف نظيفة، درجات حرارة قصوى |
3.1 مركب الليثيوم - أداة العمل الأساسية في مجال الأعمال بين الشركات
تُعدّ شحوم الليثيوم المركبة (Li-X) النوع الأكثر استخدامًا في التطبيقات الصناعية العامة. يرفع عامل التكوين المعقد درجة حرارة التقطير إلى ما يزيد عن 260 درجة مئوية، ويُوفر أداءً فائقًا في مقاومة الضغط الشديد مقارنةً بشحوم الليثيوم العادية. بالنسبة لمصنّعي المعدات الأصلية (OEM) ومشتري خدمات الصيانة والإصلاح والتشغيل (MRO) الذين يرغبون في استخدام شحم واحد معتمد لـ 70-80 نقطة تطبيق، يُعتبر شحم الليثيوم المركب NLGI 2 EP مع زيت أساس ISO VG 100-220 المعيار الصناعي الأمثل.
تُعد شحوم الليثيوم البسيطة (Li) أقل تكلفة ولكن لا ينبغي استخدامها فوق 120 درجة مئوية بشكل مستمر أو في التطبيقات ذات الأحمال الثقيلة - حيث أن نقطة التساقط التي تبلغ حوالي 185 درجة مئوية لا توفر هامش أمان كافيًا للعديد من البيئات الصناعية.
3.2 البولي يوريا - الخيار الأمثل للمحركات الكهربائية
تتميز شحوم البولي يوريا (ثنائي اليوريا/رباعي اليوريا) بخلوها من مُكثِّفات الصابون المعدني، مما يمنحها ثباتًا فائقًا ضد الأكسدة، ونقاط تقطير عالية (>260 درجة مئوية)، وتوافقًا مع المحامل المغلقة عالية السرعة. كما أن تركيبتها الكيميائية النظيفة تُنتج الحد الأدنى من الرواسب، مما يُطيل عمر خدمة المحامل بشكل كبير. وقد أظهرت اختبارات ASTM D3336 على شحوم البولي يوريا الممتازة من فئة NLGI 2 عمرًا افتراضيًا للمحامل يزيد عن 10000 ساعة عند درجة حرارة 125 درجة مئوية.
تتطلب المحركات التي تعمل بنظام VFD عناية إضافية: تُسبب محركات التردد المتغير تفريغًا كهربائيًا عبر المحامل (تلف محامل EDM)، ويظهر ذلك على شكل مسارات متجمدة رمادية أو سوداء. لذا، يُنصح باستخدام شحوم تحتوي على إضافات مضادة للكهرباء الساكنة أو موصلة للكهرباء عند استخدام محركات التردد المتغير.
⚠️ تحذير هام بشأن التوافق: لا تتوافق شحوم البولي يوريا مع معظم الشحوم القائمة على الصابون، بما في ذلك شحوم الليثيوم، وشحوم الليثيوم المركبة، وشحوم الكالسيوم. قد يؤدي خلط شحوم البولي يوريا مع شحوم الليثيوم في غلاف المحمل إلى تليين كارثي خلال ساعات من بدء التشغيل. لا تستخدم شحوم البولي يوريا مطلقًا دون إجراء عملية تنظيف كاملة للمحمل.
3.3 الشحوم عالية الحرارة - خيارات البنتون، وكبريتات الكالسيوم، والشحوم الاصطناعية
تتطلب التطبيقات التي تتجاوز درجة حرارة التشغيل المستمرة 150 درجة مئوية تركيبات محددة:
شحم بنتون (الطين): مُكثِّف طيني غير عضوي بدون نقطة انصهار - لن ينصهر عند أي درجة حرارة. يتأكسد الزيت الأساسي فوق 230 درجة مئوية تقريبًا، مما يحدد الحد الأقصى للأداء. يُعدّ مثاليًا لمحامل عربات الأفران، وتزييت سلاسل الأفران، ومعالجة الزجاج.
مركب سلفونات الكالسيوم: أسرع فئات الشحوم الممتازة نموًا على مستوى العالم (بمعدل نمو سنوي مركب قدره 9.11 تريليون روبية هندية). مقاومة فائقة للماء - تتحمل الغسل المباشر بالماء أفضل من أي مُكثِّف آخر. أداء ممتاز في ظروف الضغط الشديد. ثابتة حتى 180 درجة مئوية. الخيار الأمثل للتعدين، والمنصات البحرية، والإنشاءات الثقيلة.
الشحم الاصطناعي (قاعدة PAO / PFPE / السيليكون): بالنسبة للتطبيقات الأكثر تطرفًا - درجات حرارة مستمرة من -50 درجة مئوية إلى +260 درجة مئوية، وخطوط معالجة الأغذية التي تتطلب الامتثال لمعيار NSF H1، أو بيئات الغرف النظيفة حيث يُحظر التلوث بالهيدروكربونات.
4. درجات اتساق NLGI - الدليل الكامل {#4}
يُصنّف مؤشر NLGI لصلابة الشحوم - الذي يُقاس وفقًا لمعيار ASTM D217 لاختبار الاختراق عند درجة حرارة 25 درجة مئوية - صلابة الشحوم من 000 (شبه سائل) إلى 6 (شحم صلب). وهو المعيار الأكثر استخدامًا عالميًا للشحوم، ولكنه أيضًا الأكثر سوء فهمًا.
جدول مرجعي لدرجات NLGI
| درجة NLGI | تناسق | تشبيه الملمس | الاستخدام النموذجي | الميزة الرئيسية |
|---|---|---|---|---|
| 000–00 | شبه سائل | معجون ناعم جداً / سهل الانسياب | أنظمة التشحيم التلقائي المركزية، والتروس المغلقة | أقصى قدرة على الضخ |
| 0–1 | ناعم | زبدة طرية / سمن نباتي | محامل مصممة للمناخ البارد، وسلاسل مصممة لدرجات الحرارة المنخفضة | أداء جيد للمضخة في درجات حرارة تحت الصفر |
| نجمتان | متوسط (المعيار الصناعي) | زبدة الفول السوداني | الصناعات العامة: المحامل، المحركات، الهياكل | يوازن بين سهولة الضخ والاحتفاظ |
| 3 | حازم | زبدة صلبة | محامل محركات كهربائية عالية السرعة والدقة | توجيه أفضل، واضطراب أقل |
| 4-6 | صلب / كتلة | الشمع أو أكثر صلابة | تروس مكشوفة، اهتزاز شديد، محامل أفران | يبقى ثابتاً تحت تأثير الصدمات والجاذبية |
4.1 عامل سرعة DN واختيار درجة NLGI
الرقم الاسمي = عدد دورات المحرك في الدقيقة × قطر التجويف (مم). يتطلب الرقم الاسمي الأعلى استخدام شحوم أكثر صلابة لتعزيز التوجيه ومنع الاضطراب:
- DN < 75,000: NLGI 1–2 مناسب بشكل عام
- DN 75,000–300,000: NLGI 2–3، سلوك التوجيه مفضل
- القطر الاسمي > 300,000: NLGI 3-4، أو راجع مواصفات الشركة المصنعة للمحمل.
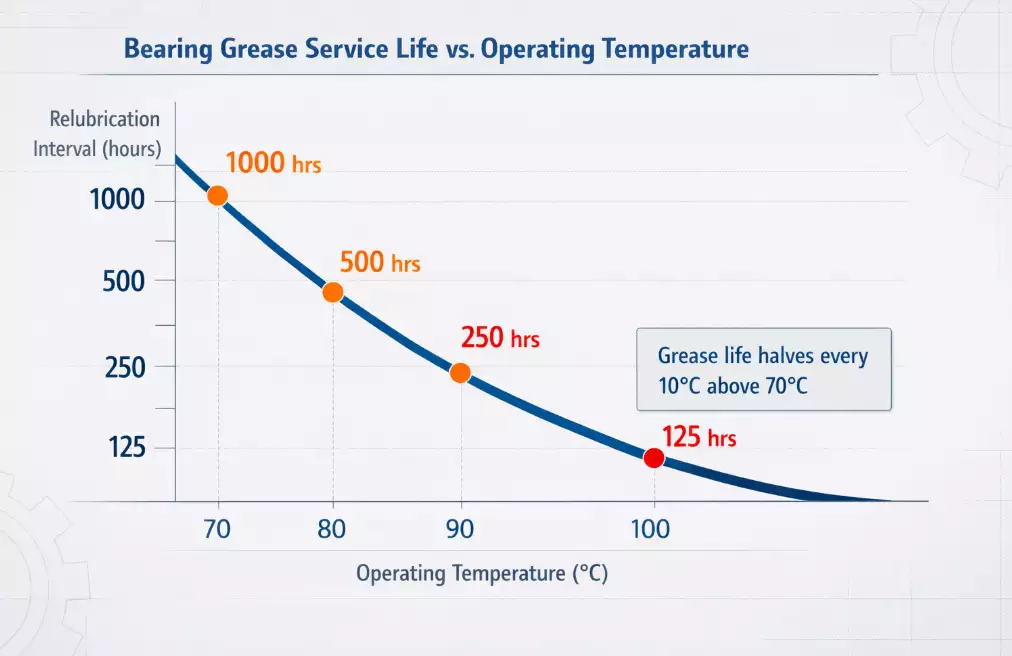
4.2 قاعدة فاصل درجة الحرارة التي يجب على كل مدير صيانة معرفتها
ينخفض عمر خدمة شحم المحامل إلى النصف لكل زيادة قدرها 10 درجات مئوية (18 درجة فهرنهايت) في درجة حرارة التشغيل فوق 70 درجة مئوية.
إذا كانت فترة إعادة التشحيم المحسوبة 1000 ساعة عند 70 درجة مئوية: ← 500 ساعة عند 80 درجة مئوية ← 250 ساعة عند 90 درجة مئوية ← 125 ساعة عند 100 درجة مئوية
هذا التدهور الأسي هو السبب في أن اختيار الشحم ذي الاستقرار الحراري الحقيقي - وليس مجرد نقطة تقطير عالية في ورقة البيانات - أمر بالغ الأهمية للتطبيقات الساخنة.
5. كيفية اختيار الشحم الصناعي المناسب - إطار عمل من 6 عوامل
يُكبّد اختيار الشحوم بناءً على معرفة العلامة التجارية أو التمسك بالعادة ("الشحم الأخير الذي أثبت فعاليته") الصناعة خسائر بمئات الملايين من الدولارات سنويًا نتيجةً لتلف المحامل قبل الأوان. يُساعد الإطار المنهجي التالي على تجنب أكثر أخطاء الاختيار شيوعًا.
مرجع سريع: أداة اختيار الشحم المناسب للتطبيق
| طلب | نطاق درجة الحرارة | درجة NLGI | الشحم الموصى به | ملاحظة هامة |
|---|---|---|---|---|
| محامل المحرك الكهربائي | من -30 إلى 180 درجة مئوية | NLGI 2–3 | بولي يوريا | لا يُنصح باستخدام إضافات مقاومة للضغط الشديد في محامل الكرات. |
| معدات التعدين / التكسير | من -10 إلى 150 درجة مئوية | NLGI 1–2 | مركب سلفونات الكالسيوم | مقاومة الغسل بالماء أمر بالغ الأهمية |
| مصانع درفلة الصلب | من 50 إلى 200 درجة مئوية | NLGI 2 | Li-X أو سلفونات الكالسيوم | زيت أساسي ISO VG 220–460 |
| العمود الرئيسي لتوربينات الرياح | من -30 إلى 80 درجة مئوية | NLGI 1–2 | Li-X Synthetic PAO | فاصل زمني مدته 5 سنوات؛ مقاومة الاحتكاك |
| تصنيع الأغذية | من -10 إلى 120 درجة مئوية | NLGI 1–2 | مركب PTFE / Al NSF H1 | يجب أن يحمل شهادة تسجيل NSF H1 |
| وصلات دبابيس البناء | من -20 إلى 60 درجة مئوية | NLGI 1–2 EP | Li-X مع مادة لاصقة | درجة مقاومة للتآكل للحركة التذبذبية |
| نظام التشحيم التلقائي المركزي | من -20 إلى 60 درجة مئوية | NLGI 00–1 | Li-X أو سلفونات الكالسيوم | قابلية الضخ عند الحد الأدنى من درجة الحرارة المحيطة |
| محامل الفرن / الفرن | 150–300 درجة مئوية+ | NLGI 1–2 | بنتون / PTFE صناعي | يتأكسد الزيت الأساسي عند درجة حرارة أعلى من 230 درجة مئوية تقريبًا |
العامل 1: نطاق درجة حرارة التشغيل
حدد نطاق درجة الحرارة الكامل: أدنى درجة حرارة محيطة لبدء التشغيل وأقصى درجة حرارة تشغيل مستمرة. يجب أن تتجاوز نقطة تسييل الشحم أقصى درجة حرارة تشغيل بهامش أمان لا يقل عن 50 درجة مئوية. في حالة التقلبات الموسمية الواسعة (مثل المعدات الخارجية من -20 درجة مئوية إلى +80 درجة مئوية)، توفر شحوم الزيوت الأساسية الاصطناعية قابلية ضخ أفضل في درجات الحرارة المنخفضة دون التضحية بقوة طبقة الشحم في درجات الحرارة العالية.
العامل الثاني: السرعة (عامل DN أو NDm)
تتطلب سرعات المحامل العالية لزوجة أقل لزيت الأساس (لتقليل احتكاك السائل) ولكن درجة NLGI أعلى (لتعزيز التكتل). يُعد عامل NDm - الذي يستخدم قطر دائرة الخطوة بدلاً من قطر التجويف - أكثر دقة للمحامل الكبيرة.
العامل الثالث: الحمل والصدمات
تتطلب الأحمال العالية والصدمات استخدام إضافات مقاومة للضغط الشديد (مثل الكبريت والفوسفور أو ثاني كبريتيد الموليبدينوم). مع ذلك، لا تستفيد محامل الكرات عالية السرعة ذات الأحمال الخفيفة من هذه الإضافات، بل قد تتعرض لتآكل متزايد نتيجة التفاعلات الكيميائية عند درجة حرارة التشغيل. لذا، يجب مطابقة مستوى مقاومة الضغط الشديد مع إجهاد التلامس الفعلي، وليس فقط مع نوع التطبيق.
العامل الرابع: التعرض للماء والتلوث
بالنسبة للمعدات المعرضة لرذاذ الماء أو البخار أو التكثيف أو الغمر: يُعطى الأولوية لمقاومة غسل الماء (ASTM D1264) ومنع الصدأ (ASTM D1743). وتُعدّ شحوم مركبات سلفونات الكالسيوم والشحوم القائمة على الكالسيوم من أفضل الخيارات في هذا الصدد. في البيئات المتربة كالتعدين وصناعة الإسمنت واستخراج المحاجر، تساعد لزوجة الزيت الأساسي العالية والمواد المضافة اللاصقة على مقاومة طبقة الشحم للتآكل الاحتكاكي.
العامل الخامس: طريقة التشحيم وحجم التعبئة
تتطلب أنظمة التشحيم المركزية شحمًا بمؤشر NLGI من 0 إلى 1 لسهولة الضخ. أما في التطبيقات اليدوية أو أحادية النقطة، فيمكن استخدام شحم بمؤشر NLGI من 2 إلى 3. بالنسبة لمحامل المحركات الكهربائية، يُعد حجم الشحم بنفس أهمية نوعه، إذ يُعد الإفراط في التعبئة السبب الرئيسي لتلف محامل المحركات نتيجة ارتفاع درجة الحرارة الناتج عن حركة الشحم.
العامل السادس: التوافق مع الشحوم الموجودة
العامل الأكثر إغفالاً في الممارسة العملية. عند تغيير أنواع الشحوم أو أثناء الصيانة، قد يؤدي خلط أنواع الشحوم غير المتوافقة إلى تليين أو تصلب كارثي، وفقدان أداء الضغط الشديد، وتسارع تلف المحامل في غضون ساعات. لذا، يُرجى الرجوع دائمًا إلى جدول التوافق في القسم 9 قبل إدخال أي شحم جديد في معدات تحتوي على بقايا شحم ذات تركيبة كيميائية مختلفة للمُكثِّف.
6. استخدامات الشحوم الصناعية حسب القطاع
6.1 التعدين واستخراج المحاجر - البيئة الأكثر تطلبًا
تُشكّل عمليات التعدين تحدياً بالغاً لمتطلبات أداء الشحوم، حيث تتضمن اهتزازات مستمرة، وتسرباً كاملاً للمياه، وتلوثاً بالمواد الكاشطة، وفترات إعادة تشحيم تتراوح بين 250 و500 ساعة أو أكثر في المعدات البعيدة. ويُكلّف عطل واحد في محمل الجرافة أو الكسارة ما بين 150,000 و200,000 دولار أمريكي أو أكثر في الإصلاحات، وخسائر الإنتاج، والتكاليف اللوجستية.
المواصفات السائدة في عمليات التعدين الحديثة: مركب كبريتات الكالسيوم NLGI 1-2 مع إضافات EP ومادة لاصقة.
متطلبات الأداء الرئيسية:
- مقاومة الماء وفقًا لمعيار ASTM D1264 <1%
- Timken OK Load >60 lbs (ASTM D2509)
- حمولة اللحام بأربع كرات >400 كجم (ASTM D2596)
- قابل للضخ عند درجة حرارة -20 درجة مئوية لأنظمة التشحيم الذاتي المركزية
6.2 معالجة الصلب والمعادن
تعمل محامل مصانع درفلة الصلب عند درجات حرارة تتجاوز 120 درجة مئوية تحت أحمال شعاعية عالية جدًا وبسرعات منخفضة. تتطلب آلات الصب المستمر شحومًا تتحمل البخار والقشور ومياه التبريد. تعمل أنظمة التشحيم التلقائي المركزية في خطوط مصانع الدرفلة عادةً بشحوم الليثيوم المركبة من نوع NLGI 0-1 عند درجة لزوجة ISO VG 220-460.
- محامل مطاحن الدرفلة: ليثيوم-إكس أو سلفونات الكالسيوم، NLGI 1-2، ISO VG 220-460
- آلة التروس المفتوحة / آلة الصب المستمر: شحم صناعي لاصق للتروس المفتوحة، ISO VG 680–1500
- المناطق ذات درجات الحرارة العالية (فرن إعادة التسخين): بنتون NLGI 1-2 أو سلفونات الكالسيوم
6.3 محامل المحركات الكهربائية - التطبيق الأكثر استخدامًا
تُعدّ محامل المحركات الكهربائية أكبر عدد من نقاط تطبيق الشحوم في أي مصنع صناعي. وقد تحوّل المعيار الصناعي نحو استخدام شحوم البولي يوريا خلال العقد الماضي، مدفوعًا بتوافقها الفائق مع المحامل المغلقة وفترات الخدمة الممتدة عند درجات حرارة تتراوح بين 160 و180 درجة مئوية.
- المحركات القياسية: زيت أساس بولي يوريا NLGI 2-3، ISO VG 46-100
- المحركات التي تعمل بمحركات التردد المتغير: بولي يوريا مع إضافات مضادة للكهرباء الساكنة - البولي يوريا القياسية غير كافية للحماية من تفريغ تيار التفريغ الكهربائي
- المحركات ذات درجات الحرارة العالية (غلاف > 150 درجة مئوية): بولي يوريا مع زيت أساسي صناعي، نقطة التقطير > 260 درجة مئوية
6.4 طاقة الرياح - تحدي الفترة الزمنية الخمسية
تخضع محامل ميل وانحراف توربينات الرياح لحركة تذبذبية بدلاً من الدوران المستمر - وهي حالة صعبة حيث تظهر العديد من الشحوم القياسية تآكل الاحتكاك (تلف لاصق على نطاق دقيق تحت التذبذب دون تكوين طبقة هيدروديناميكية كاملة).
- محامل الميل والانحراف: درجة خاصة بالتذبذب مع مطابقة لاختبار التآكل الاحتكاكي ASTM D4170
- العمود الرئيسي: مصنوع من مادة Li-X PAO الاصطناعية، NLGI 1-2، ISO VG 460-1500، مصمم للاستخدام لأكثر من 5 سنوات
- محامل علبة التروس: مصنوعة من مادة PAO الاصطناعية لفترات تغيير زيت ممتدةhttps://www.nlgi.org/grease-in-wind-turbines/】
6.5 معالجة الأغذية والمشروبات - تسجيل NSF H1 غير قابل للتفاوض
أي نقطة تزييت تتلامس مع الطعام بشكل عرضي تتطلب استخدام مواد تشحيم مسجلة لدى مؤسسة NSF H1. هذا شرط تنظيمي في جميع الدول تقريبًا، واستخدام مواد تشحيم غير مسجلة في مصانع الأغذية يُعد مخالفة. ولا يكفي مجرد وضع ملصق "صالح للاستخدام مع الأغذية" دون الحصول على رقم تسجيل NSF H1.
- المتطلبات: التسجيل لدى مؤسسة NSF H1 (يرجى التحقق من رقم التسجيل الفعلي على الموقع الإلكتروني التالي: www.nsf.org)
- التركيب الكيميائي: مركب ألومنيوم، أو بولي تترافلوروإيثيلين (PTFE)، أو مركب أساسه الكالسيوم مع زيت معدني أبيض أو أساس بولي ألفا أوليفين (PAO).
- تجنب: أي شحم يحتوي على ثاني كبريتيد الموليبدينوم أو الجرافيت أو المعادن الثقيلة
- شهادات إضافية: شهادة كوشير/حلال مطلوبة لبعض العملاء في أسواق الشرق الأوسط والأسواق اليهودية
6.6 معدات البناء
يشمل تشحيم معدات البناء وصلات الدبابيس، وجلبات الجرافات، وسلاسل الجنزير، ومحامل الدوران، وأنظمة التشحيم التلقائي المركزية في الحفارات واللوادر والرافعات. وتشمل التحديات الرئيسية: تلوث المياه، ودخول الأوساخ، والأحمال الساكنة العالية على وصلات الدبابيس والجلبات، والتقلبات الكبيرة في درجات الحرارة.
- الوصلات المفصلية والأسطح المفتوحة: لاصق Li-X أو Ca-Sulfonate NLGI 1–2 EP مع مُحسِّن للالتصاق
- نظام التشحيم الذاتي المركزي: قابل للضخ بدرجة حرارة محيطة لا تقل عن -20 درجة مئوية، وفقًا لمعيار NLGI 00-1
- سلسلة الجنزير: مُدعّمة بالموليبدينوم NLGI 1-2 لتزييت الحدود تحت أحمال الصدمات العالية
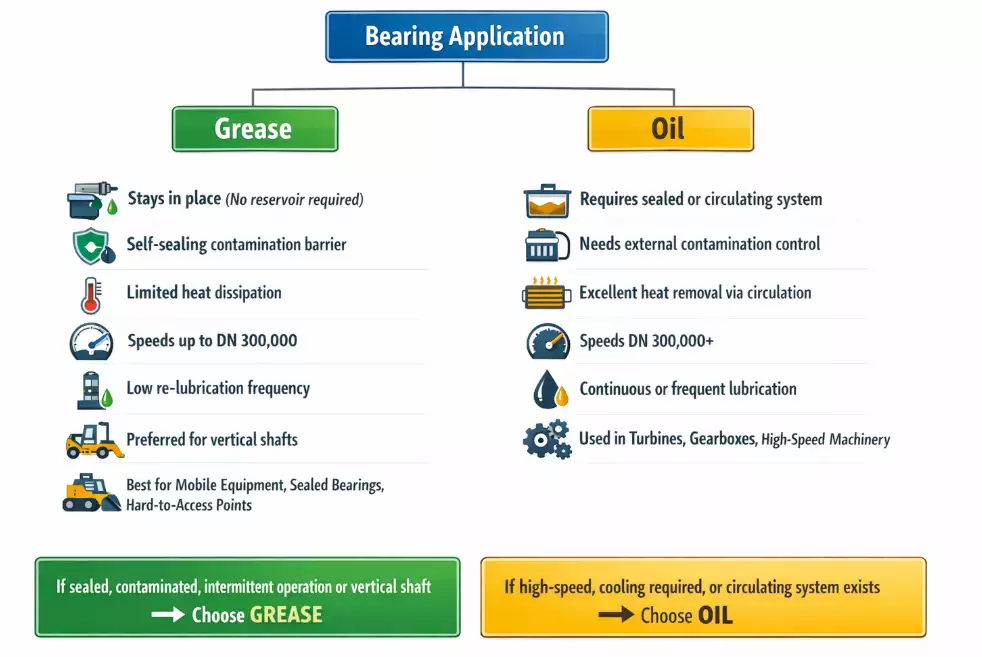
7. الشحم مقابل زيت التشحيم - إطار اتخاذ القرار
| عامل | شحم | زيت |
|---|---|---|
| يبقى في مكانه | نعم - لا حاجة إلى خزان | يتطلب نظامًا مغلقًا أو نظامًا متداولًا |
| حاجز التلوث | وظيفة الإغلاق الذاتي | يحتاج إلى أختام خارجية |
| إزالة الحرارة | قدرة تبريد محدودة | ممتاز من حيث التوزيع |
| ملاءمة عالية السرعة | جيد حتى ~DN 300,000 | أفضل من DN 300,000+ |
| تكرار إعادة التطبيق | فترات زمنية قصيرة - طويلة | مرتفع - مستمر أو منتظم |
| تكلفة النظام | هياكل سفلية (أبسط) | أعلى (الأختام، المضخات، الخزانات) |
| أعمدة رأسية | مفضل - لن يتسرب | يتطلب خزانًا |
| الأفضل لـ | معدات متنقلة، محامل مغلقة، نقاط يصعب الوصول إليها | الآلات عالية السرعة، والتوربينات، وعلب التروس التي تحتاج إلى تبريد |
قاعدة القرار: إذا كان المحمل مغلقًا، أو يصعب الوصول إليه، أو عرضة للتلوث، أو يعمل بشكل متقطع، أو مثبتًا على عمود رأسي، فيُرجى تحديد نوع الشحم. أما إذا كان المحمل يحتاج إلى تبريد مستمر، أو يعمل بقطر اسمي يزيد عن 300,000، أو كان جزءًا من نظام تزييت قائم، فيُرجى تحديد نوع الزيت. عندما يبدو كلا الخيارين مناسبًا لتطبيق بالغ الأهمية، يُنصح بإجراء تجربة مقارنة لمدة تتراوح بين 3 و6 أشهر، وقياس درجة حرارة المحمل، ونمط الاهتزاز، ومعدل التآكل.
8. الخطر الخفي لـ #1: الإفراط في التشحيم وقلة التشحيم
تُظهر الدراسات الاستقصائية في هذا القطاع باستمرار أن الإفراط في التشحيم يُسبب أعطالًا في المحامل تُعادل تقريبًا ما يُسببه نقص التشحيم، ومع ذلك، يبقى هذا الأمر أكثر مخاطر التشحيم التي يتم تجاهلها في برامج صيانة المصانع. وهذا هو الموضوع الذي تُهمله موبيل وإس كي إف وغيرها من الأدلة الرائدة بشكل منهجي.
8.1 فيزياء فشل التشحيم الزائد
عند حقن كمية زائدة من الشحم في غلاف المحمل، يرتفع الضغط الداخلي. عند سرعة التشغيل، تدفع عناصر التدحرج الشحم خارج مسارها، مما يُسبب اضطرابًا. يُولّد هذا الاضطراب حرارة. تُؤدي الحرارة إلى إطلاق المُكثّف للزيت الأساسي بسرعة أكبر من قدرة المُكثّف على إعادة امتصاصه. ينتج عن ذلك بنية صلبة مُفتقرة للزيت، ذات قدرة تشحيم ضئيلة. والنتيجة النهائية: تلف المحمل رغم مظهره "الممتلئ بالشحم".“
8.2 نقص التشحيم - القاتل الصامت
نقص التشحيم أقل وضوحًا ولكنه لا يقل ضررًا. فبحلول الوقت الذي يصبح فيه المحمل صاخبًا بشكل مسموع أو يبدو عليه التلف، يكون الاحتكاك بين المعدن والمعدن قد تسبب بالفعل في تلف دائم لمجرى الكرات. إضافة الشحم في هذه المرحلة تُخفف صوت المحمل مؤقتًا، لكنها لا تُصلح التلف الموجود، بل تُؤجل العطل فقط.
أفضل الممارسات: استخدم تقنية التشحيم بالموجات فوق الصوتية. تكشف أجهزة الموجات فوق الصوتية عن إشارة الاحتكاك الناتجة عن نقص التشحيم في نطاق تردد يزيد عن 20000 هرتز، وذلك قبل ظهور أي ضوضاء مسموعة أو ارتفاع في درجة الحرارة. استمر في التشحيم حتى تعود إشارة الموجات فوق الصوتية إلى وضعها الطبيعي، ثم توقف. تضمن هذه الطريقة التخلص من التشحيم الزائد والناقص في آن واحد.
https://www.machinerylubrication.com/Read/31855/ultrasound-grease-lubrication】
8.3 صيغة حجم التعبئة الصحيحة
بالنسبة لمحامل المحركات الكهربائية (منهجية إعادة التشحيم من SKF):
كمية الشحم (بالجرام) = 0.005 × D × B
أين:
- D = القطر الخارجي للمحمل (مم)
- B = عرض المحمل (مم)
مثال: محمل 6310 (القطر = 110 مم، العرض = 27 مم): 0.005 × 110 × 27 = 14.85 جرام لكل عملية إعادة تشحيم
9. مصفوفة توافق الشحوم وبروتوكول التغيير
تشير شركتا SKF و NLGI إلى عدم توافق الشحوم كواحد من أكثر الأسباب خطورة - وأكثرها قابلية للوقاية - لفشل المحامل أثناء عمليات الصيانة.
مصفوفة توافق مُكثِّفات الشحوم
✓ = متوافق | ✗ = غير متوافق عادةً | ~ = على الحافة - يلزم إجراء اختبار | — = من نفس النوع
| لي | Li-X | كاليفورنيا | Ca-S | البولي يوريثان | بنتون | Al-C | مادة البولي تترافلوروإيثيلين | |
|---|---|---|---|---|---|---|---|---|
| لي | — | ✓ | ✗ | ✗ | ✗ | ✓ | ✗ | ✗ |
| Li-X | ✓ | — | ✗ | ✗ | ✗ | ✓ | ✗ | ✗ |
| كاليفورنيا | ✗ | ✗ | — | ~ | ✗ | ✓ | ✗ | ✗ |
| Ca-S | ✗ | ✗ | ~ | — | ✗ | ✓ | ✗ | ✗ |
| البولي يوريثان | ✗ | ✗ | ✗ | ✗ | — | ✓ | ✗ | ✗ |
| بنتون | ✓ | ✓ | ✓ | ✓ | ✓ | — | ✓ | ✓ |
| Al-C | ✗ | ✗ | ✗ | ✗ | ✗ | ✓ | — | ✗ |
| مادة البولي تترافلوروإيثيلين | ✗ | ✗ | ✗ | ✗ | ✗ | ✓ | ✗ | — |
ملاحظة: قد تُظهر بعض مُثخِّنات البولي يوريا توافقًا مع مُركَّب الليثيوم اعتمادًا على التركيبة المُحدَّدة - اطلب دائمًا بيانات اختبار التوافق من مُورِّدك للتطبيقات الهامة.
9.1 بروتوكول تغيير الشحم خطوة بخطوة
- قم بتوثيق نوع الشحم الحالي، والتركيب الكيميائي للمكثف، وحجم التعبئة للمحمل الذي يتم تغييره.
- تحقق من جدول التوافق. إذا كانت الشحوم الجديدة والقديمة غير متوافقة، فخطط لعملية تنظيف شاملة.
- قم بتشغيل المحمل بسرعة التشغيل العادية مع وضع الشحم الجديد ببطء حتى يظهر المنتج الجديد عند صمام التنفيس - مما يؤدي إلى تطهير ≥90% من الشحنة القديمة.
- إذا كانت عملية التنظيف غير كافية أو كانت الشحوم غير متوافقة بشكل قاطع: قم بتفكيك المحمل وتنظيفه بالمذيب، ثم أعد تعبئته من الصفر بشحم جديد وبحجم التعبئة الصحيح.
- قم بتصنيف غلاف المحمل بنوع الشحم الجديد وتاريخه وحجم التعبئة. قم بتحديث نظام إدارة التشحيم (LMS).
- استخدم وصلات أو أغطية زيرك مرمزة بالألوان (على سبيل المثال، الأحمر = بولي يوريا، الأزرق = Li-X، الأصفر = كبريتات الكالسيوم) لمنع التلوث المتبادل في المستقبل.
10. أنماط فشل الشحوم الصناعية - التشخيص والمعالجة
معظم أعطال المحامل المرتبطة بالشحم يمكن التنبؤ بها والوقاية منها. فيما يلي شرح لأكثر ستة أنماط أعطال شيوعًا في صيانة المصانع الصناعية.
| نمط الفشل | عاقبة | وقاية | نصيحة احترافية |
|---|---|---|---|
| نوع الشحم غير مناسب | تتعطل المحامل أو تتآكل بسرعة | يجب مطابقة لزوجة المُكثِّف والزيت الأساسي مع مواصفات الشركة المصنعة الأصلية. | بولي يوريا للمحركات، ليثيوم-إكس إي بي للتعدين |
| الإفراط في التشحيم | انفجار الختم، ارتفاع درجة الحرارة، الخفقان | أضف الشحم على دفعات صغيرة؛ راقب درجة الحرارة | توقف عندما يخرج الشحم الجديد من صمام التنفيس |
| نقص التشحيم | إجهاد السطح، التلامس بين المعدن والمعدن | جدول زمني محدد لإعادة التشحيم بناءً على الحالة | استخدم الموجات فوق الصوتية للكشف المبكر عن نقص الترطيب |
| مزيج شحوم غير متوافق | تليين/تصلب، فقدان طبقة EP، فشل في غضون ساعات | قم بتنظيف كامل قبل تغيير أنواع المُكثِّفات | استخدم تركيبات مرمزة بالألوان حسب نوع الشحم |
| شحوم ملوثة | التآكل الكاشط، الأكسدة المتسارعة | نظف وصلات التشحيم قبل كل عملية تشحيم | قم بتغطية البراميل؛ استخدم مسدسات تشحيم مخصصة لكل نوع |
| التخزين غير الصحيح | الأكسدة، وانفصال الطور، وفشل مدة الصلاحية | نظام التدوير FIFO؛ تخزين أفقي في أسطوانات؛ 5-40 درجة مئوية | قم بلصق تاريخ الاستلام على البراميل. |
11. تحليل الشحوم في الموقع - مراقبة الحالة
يُعد تحليل الشحوم في هذا المجال بمثابة تحليل الزيوت المستعملة، ومع ذلك لا يزال استخدامه محدودًا في معظم المصانع. يتم تشحيم ما يقارب 90% من المحامل بالشحوم، لكن أقل من 10% من المصانع تُجري مراقبة دورية لحالة الشحوم. يتناول هذا القسم ما تغفله معظم أدلة موردي الشحوم تمامًا.
11.1 الفحص البصري - خط الدفاع الأول
| علامة مرئية | السبب المحتمل | إجراء فوري | ملحوظات |
|---|---|---|---|
| تغميق اللون | الأكسدة، التلوث، ارتفاع درجة الحرارة | تحليل الشحوم؛ فحص حساسات درجة الحرارة | الوضع الطبيعي: اسمرار طفيف. حالة الإنذار: رائحة سوداء أو محترقة |
| انفصال الزيت (التنفيس) | مُكثِّف قديم، تدهور حراري، تخزين غير صحيح | قلّب إذا كان التأثير طفيفًا؛ تخلص منه إذا كان شديدًا. | يُعدّ تسرب بسيط في البراميل الجديدة أمرًا طبيعيًا |
| التصلب | فقدان الزيت عن طريق التبخر أو الأكسدة | زيادة وتيرة إعادة التشحيم | شائع في التطبيقات ذات درجات الحرارة العالية |
| تليين | التدهور الميكانيكي، خليط الشحوم غير المتوافق | تحديد الشحوم الملوثة وإزالتها | قد يؤدي ذلك إلى التسرب والجوع |
| لون حليبي / أبيض | تلوث المياه | حدد مصدر المياه وقم بإزالته؛ ثم قم بالترقية إلى كبريتات الكالسيوم | يُعد سلفونات الكالسيوم أفضل المواد المقاومة لهذا الأمر. |
| الجسيمات المعدنية | تآكل المحامل النشطة قيد التقدم | فحص فوري؛ إرسال العينة إلى المختبر | تُحدد تقنية التصوير الحديدي نمط التآكل |
11.2 تحليل الشحوم في المختبر - متى يتم تحديده
بالنسبة للمحامل الحرجة التي تزيد تكلفة استبدالها عن 10000، أو التي يكون لها عواقب وخيمة في حالة الفشل، أو التي يتم فيها تمديد فترات إعادة التشحيم، يوفر تحليل الشحوم المختبري بيانات كمية عن حالة المحامل:
- مطيافية الأشعة تحت الحمراء بتحويل فورييه — يحدد نوع المُكثِّف، وحالة الأكسدة، والملوثات
- اختبار الاختراق (ASTM D217) — يقيس تغير القوام مقارنةً بخط الأساس الجديد للشحوم
- مطيافية البلازما المقترنة حثيًا - يكشف عن المعادن المتآكلة (الحديد والكروم والنحاس) التي تشير إلى تلف نشط في المحامل
- اختبار المسطرة — يقيس العمر المتبقي لمضادات الأكسدة، ويتنبأ بفترة الخدمة المتبقية
- التصوير الحديدي التحليلي — يحدد حجم جسيمات التآكل وشكلها ونمط فشلها
https://www.machinerylubrication.com/Read/30869/grease-sampling-analysis】
12. أفضل الممارسات لتخزين الشحوم ومناولتها وإعادة تشحيمها
12.1 متطلبات التخزين
- تخزين البراميل أفقيا لمنع دخول الرطوبة عبر فتحات تهوية البراميل - يسحب التخزين الرأسي التكثيف أثناء تبريد البراميل طوال الليل
- الحفاظ على درجة حرارة التخزين 5-40 درجة مئوية; تجنب التغيرات الحرارية (حيث يؤدي الضخ الحراري إلى تسريع فصل الزيت).
- نظام التناوب FIFO: استخدم دائمًا المخزون الأقدم أولًا؛ تتراوح مدة الصلاحية النموذجية بين سنتين وخمس سنوات من تاريخ التصنيع.
- احتفظ بالعبوات مغلقة بإحكام حتى وقت الاستخدام؛ ولا تقم أبدًا بإعادة الشحم المستخدم جزئيًا إلى العبوة الأصلية.
- افصل أنواع الشحوم باستخدام ملصقات واضحة وفصل مادي لمنع التلوث المتبادل العرضي.
12.2 أفضل ممارسات التطبيق
- استخدم مخصصًا،, مسدسات تشحيم مرمزة بالألوان لكل نوع من أنواع الشحوم - يحدث التلوث المتبادل في أغلب الأحيان عبر المعدات المشتركة
- نظف وصلات التشحيم قبل كل عملية تشحيم — تدفع شوط المضخة الأول التلوث السطحي مباشرة إلى المحمل
- ضع الشحم ببطء وبشكل متساوٍ - يمكن للحقن السريع عالي الضغط أن يدفع الشحم عبر عناصر التدحرج بدلاً من أن يمر من خلالها
- للمحامل المغلقة مدى الحياة (2RS): لا تضيف الشحوم — كمية التشحيم المُضافة من المصنع كافية لعمر التصميم؛ أما التشحيم الإضافي فيؤدي إلى تلف موانع التسرب.
12.3 صيغة فترة إعادة التشحيم
بالنسبة لفترات إعادة تشحيم المحامل، استخدم منهجية إعادة التشحيم الخاصة بشركة SKF:
t (ساعات) = K × [14,000,000 / (n × √d) − 4d]
أين:
- K = 1.0 (صابون الليثيوم) أو 1.5 (بولي يوريا)
- n = سرعة دوران العمود
- d = قطر تجويف المحمل (مم)
مثال: محرك بسرعة 3000 دورة في الدقيقة، قطر داخلي 50 مم، شحم بولي يوريا: t = 1.5 × [14,000,000 / (3,000 × √50) − 4×50] t = 1.5 × [14,000,000 / 21,213 − 200] t = 1.5 × [460] ≈ 690 ساعة
قلل الفاصل الزمني بمقدار 50% إذا تجاوزت درجة حرارة التشغيل 70 درجة مئوية. قلل الفاصل الزمني بمقدار 50% إضافية إذا تجاوزت درجة الحرارة 100 درجة مئوية. قلل الفاصل الزمني بمقدار 30-50% في البيئات الملوثة (المغبرة/الرطبة).
13. الأسئلة الشائعة
س1: ما الفرق بين شحم الليثيوم وشحم الليثيوم المركب؟
يستخدم مركب الليثيوم (Li-X) عاملًا مُعقدًا أثناء عملية التصبن، مما يرفع درجة الغليان من حوالي 185 درجة مئوية (الليثيوم العادي) إلى أكثر من 260 درجة مئوية، ويُحسّن أداء الضغط الشديد وثبات الأكسدة. وتتراوح الزيادة في التكلفة بين 15 و301 ضعفًا. بالنسبة للتطبيقات الصناعية التي تتجاوز درجة حرارتها 120 درجة مئوية أو التي تعمل تحت أحمال عالية، يُعد مركب الليثيوم هو الحد الأدنى الموصى به. أما الليثيوم العادي فهو مناسب للتطبيقات الخفيفة ذات درجات الحرارة المتوسطة حيث تُمثل الميزانية العائق الرئيسي.
س2: هل يمكنني خلط أنواع مختلفة من الشحوم من نفس النوع؟
يُعدّ توافق نوع المُكثّف هو الشاغل الرئيسي، فشحوم الليثيوم المركبة من مُصنّعين مختلفين متوافقة عمومًا. مع ذلك، قد تُسبّب تفاعلات مُضافات العبوة مشاكل حتى بين الشحوم التي تحتوي على نفس المُكثّف من علامات تجارية مختلفة. عند تغيير العلامة التجارية، تعامل مع الأمر كما لو كان تغييرًا في الشحم: قم بتنظيف الشحم قبل استخدام المنتج الجديد.
س3: كيف أعرف ما إذا كان الشحم الخاص بي يتلف أثناء الاستخدام؟
المؤشرات الرئيسية: ضوضاء أو اهتزاز غير معتاد في المحمل؛ ارتفاع درجة حرارة المحمل عن المستوى الأساسي بأكثر من 15 درجة مئوية؛ تغير لون الشحم (يشير اللون الداكن إلى الأكسدة؛ ويشير المظهر الحليبي إلى التلوث بالماء؛ وتشير الجزيئات المعدنية إلى التآكل النشط)؛ أو تصلب الشحم أو تليينه مقارنةً بقوامه الأصلي. يوفر تحليل الشحم المخبري (باستخدام مطيافية الأشعة تحت الحمراء بتحويل فورييه، ومطيافية البلازما المقترنة بالحث، واختبار الاختراق) تأكيدًا كميًا وتقديرًا للعمر المتبقي.
س4: ماذا يعني NLGI 2 - هل هو الخيار الصحيح دائمًا؟
يمثل شحم NLGI 2 حوالي 70% من إجمالي استهلاك الشحوم العالمي، لأنه يوازن بين سهولة الضخ والاحتفاظ بالشحم في نطاق واسع من التطبيقات القياسية. مع ذلك، غالبًا ما تعمل المحامل عالية السرعة (قطرها الاسمي > 200,000) بشكل أفضل مع شحم NLGI 3؛ وتتطلب أنظمة التشحيم التلقائي المركزية عادةً شحم NLGI 0-1؛ وقد تحتاج التروس المفتوحة المعرضة للصدمات إلى شحم NLGI 4-6. يُعد NLGI 2 الخيار الافتراضي الصحيح، ولكن يجب دائمًا التحقق من ملاءمته للسرعة والحمل وطريقة التشحيم المحددة.
س5: ما الذي يتسبب في تلف محامل المحرك الكهربائي بعد فترة وجيزة من إعادة تشحيمها؟
الأسباب الأربعة الأكثر شيوعًا هي: (1) الإفراط في التشحيم - يؤدي استخدام كمية كبيرة من الشحم إلى ارتفاع درجة حرارة التشغيل فورًا؛ (2) عدم توافق الشحم - الشحم الجديد غير متوافق مع بقايا الشحم القديم، مما يسبب تليينه أو تصلبه؛ (3) استخدام نوع خاطئ من الشحم - استخدام شحم يحتوي على إضافات مقاومة للضغط الشديد في محمل كروي ذي حمل خفيف؛ (4) التلوث أثناء التشحيم - عدم تنظيف وصلة التشحيم أولًا. يُعزى ما يُقدّر بنحو 40-601 حالة من حالات فشل محامل المحركات الناتجة عن إعادة التشحيم إلى الإفراط في التشحيم.
س6: ما هي مزايا استيراد الشحوم الصناعية من المصنعين الصينيين؟
توفر شركات تصنيع زيوت التشحيم الصينية الحديثة، الحاصلة على شهادة ISO 9001:2015 والمُعتمدة بوثائق اختبار ASTM موثقة من جهات خارجية، أداءً تقنيًا مُكافئًا للعلامات التجارية الغربية في معظم التطبيقات الصناعية، بتكلفة أقل تتراوح بين 20 و451 طنًا. وتشمل قائمة التحقق الأساسية ما يلي: شهادة ISO 9001:2015، وتقارير اختبار ASTM موثقة (D217، D2596، D2509، D1264، D3336)، وبيانات سلامة المواد (SDS/TDS) لكل درجة، وشهادة API لجودة الزيت الأساسي. ننصح دائمًا بطلب عينة مدفوعة الأجر واختبارها في التطبيق المطلوب قبل إبرام عقد التوريد.
س7: كيف يمكنني استعادة محمل تم تشحيمه بشكل زائد؟
أوقف أو خفّض سرعة المعدات إن أمكن. افتح صمام التنفيس أو سدادة التصريف واترك الشحم الزائد يتسرب عند سرعة منخفضة (500-800 دورة في الدقيقة) لمدة 15-30 دقيقة. راقب درجة حرارة المحمل - يجب أن تنخفض خلال أول 30 دقيقة إذا كان السبب هو الإفراط في التشحيم. إذا بقيت درجة الحرارة مرتفعة بعد التفريغ، فافحص وجود أي تلف في مانع التسرب وحالة المحمل قبل إعادة تشغيله بكامل طاقته.
س8: ما هو الشعور الكاذب بالتوتر وكيف يمكنني الوقاية منه؟
التآكل الكاذب هو تلف في مسار المحامل ناتج عن اهتزازات دقيقة متذبذبة في المحامل الثابتة، سواءً من الآلات المجاورة أو صدمات النقل أو اهتزازات المبنى. يُحدث هذا التآكل أخاديد تآكل (علامات برينل) دون دوران المحمل، مما يؤدي إلى تلفه المبكر عند بدء التشغيل. للوقاية: يُنصح بتدوير المعدات المخزنة يدويًا شهريًا، ووضع مركب مضاد للتآكل أو شحم مانع للتآكل أثناء التخزين، واستخدام وسادات عازلة للاهتزازات أسفل المحركات وعلب التروس المخزنة.
س9: ما هو الحد الأدنى لكمية الطلب لتوريد الشحوم الصناعية؟
تتوفر الشحوم الصناعية عادةً في عبوات سعة 400 غرام، وعلب سعة 1 كيلوغرام، ودلاء سعة 15 كيلوغرام، وبراميل سعة 50 كيلوغرام، وبراميل سعة 180 كيلوغرام. للتوريد بالجملة بين الشركات، تتوفر حاويات وسيطة سعة 1000 لتر (IBC) من مصنّعين محددين. يختلف الحد الأدنى للطلب حسب نوع الشحم وشكل التعبئة. أما بالنسبة لتوريد الشحوم بموجب عقود مع الشركات المصنّعة الأصلية (OEM) والعلامات التجارية الخاصة، فيتم التفاوض عادةً على الحد الأدنى للطلبات وفقًا لمواصفات المنتج.
س10: كيف ينبغي التخلص من الشحوم الصناعية المستعملة؟
تُصنّف الشحوم الصناعية المستعملة كنفايات خطرة في معظم المناطق، ويُحظر سكبها في المصارف أو خلطها بالنفايات العامة. تشمل طرق التخلص القياسية: شركات التخلص من النفايات المرخصة، أو المعالجة المشتركة في أفران الإسمنت، أو خدمات جمع النفايات المعتمدة. يُرجى الرجوع إلى القسم 13 من صحيفة بيانات سلامة المنتج (SDS) للاطلاع على إرشادات التخلص الخاصة بكل منطقة - اطلب صحيفة بيانات سلامة المنتج من مورد الشحوم الخاص بك.
14. شركة ZTSH Oil - مصنّع الشحوم الصناعية ومورد عالمي

تُصنّع شركة ZTSH Oil (شركة زيبو تيانشي هواشنغ لتكنولوجيا البترول المحدودة) شحوم التشحيم الصناعية لعملاء قطاع الأعمال في أكثر من 30 دولة. تشمل منتجاتنا جميع أنواع مواد التكثيف الرئيسية وقطاعات التطبيقات المختلفة، مع توفير وثائق كاملة وتغليف مرن وإمكانية تركيبات مخصصة.
مجموعة منتجات كاملة
| منتج | مُثخن | درجة NLGI | نطاق درجة الحرارة | التطبيق الرئيسي |
|---|---|---|---|---|
| شحم Li-X EP | مجمع الليثيوم | 0 / 1 / 2 / 3 | من -30 درجة مئوية إلى 180 درجة مئوية | الصناعات العامة، التعدين، الشاسيه |
| شحم محركات من البولي يوريا | بولي يوريا | 2 / 3 | من -30 درجة مئوية إلى 180 درجة مئوية | محركات كهربائية، محامل مغلقة |
| مجمع سلفونات الكالسيوم | سلفونات الكالسيوم | 0 / 1 / 2 | من -20 درجة مئوية إلى 180 درجة مئوية | التعدين، البيئات البحرية، البيئات الرطبة |
| شحم محامل عالي الحرارة | بنتون | 1 / 2 | تصل درجة الحرارة إلى 250 درجة مئوية فأكثر | فرن، مصنع للصلب |
| شحم صناعي من مادة PTFE | مادة PTFE / اصطناعية | 1 / 2 | من -50 درجة مئوية إلى 260 درجة مئوية | مناسب للاستخدام مع المواد الغذائية، يتحمل درجات حرارة عالية، غرفة نظيفة |
| شحم التروس المكشوفة | مجمع الليثيوم | المربع 5 / 6 | من -10 درجة مئوية إلى 160 درجة مئوية | تروس مكشوفة، مسننات، محاور كبيرة |
| شحم صالح للاستخدام مع الطعام من نوع NSF H1 | مركب الألومنيوم / PTFE | 1 / 2 | من -20 درجة مئوية إلى 140 درجة مئوية | معالجة الأغذية والمشروبات |
ما نقدمه لمشتري الشركات (B2B):
- مجموعة منتجات كاملة: مركب الليثيوم، والبولي يوريا، وكبريتات الكالسيوم، والبنتون، وPTFE، وشحوم متخصصة بتصنيف NLGI 00-3
- تركيبة مخصصة: لزوجة الزيت الأساسي، ودرجة NLGI، ومجموعة الإضافات، واللون، والتغليف مصممة خصيصًا وفقًا لمواصفات الشركة المصنعة الأصلية.
- توريد العلامات التجارية الخاصة / تصنيع المعدات الأصلية: تتوفر باقات العلامات التجارية والوثائق المخصصة
- وثائق الجودة: شهادة ISO 9001:2015، وتقارير اختبار ASTM من جهات خارجية، وبيانات سلامة المواد (SDS)، وبيانات المواصفات الفنية (TDS)، وشهادة التحليل (COA) لكل دفعة إنتاج.
- التعبئة والتغليف: من خرطوشة 400 غرام إلى برميل 180 كيلوغرام؛ حاويات وسيطة متوفرة عند الطلب
- الشحن الدولي: تسليم ظهر السفينة (FOB) ميناء تشينغداو/شنغهاي؛ مدة التسليم النموذجية من 7 إلى 25 يوم عمل
هل أنت مستعد للتحديد أو أخذ عينة أو التوريد؟
تواصل مع فريق المبيعات الفنية لشركة ZTSH Oil للحصول على: ✓ مجموعة عينات (حتى 3 درجات، مجانية للاستفسارات المؤهلة من الشركات) ✓ حزمة كاملة من شهادات اختبار TDS وASTM ✓ أسعار تنافسية للشركات وجدول الحد الأدنى للطلبات ✓ استشارة حول تركيبات مخصصة ✓ تفاصيل برنامج تصنيع المعدات الأصلية / العلامة التجارية الخاصة
🌐 www.ztshoil.com | الرد خلال 24 ساعة في أيام العمل