























Быстрая навигация: 1. Обзор рынка · 2. Что такое смазка? · 3. 7 типов · 4. Классы NLGI · 5. Система отбора · 6. Применение в промышленности · 7. Смазка против масла · 8. Избыточное и недостаточное смазывание · 9. Совместимость и переключение · 10. Виды отказов · 11. Анализ смазки · 12. Хранение и обращение · 13. Часто задаваемые вопросы · 14. Продукция нефтеперерабатывающей промышленности ZTSH
1. Почему промышленная смазка важна — рыночный контекст
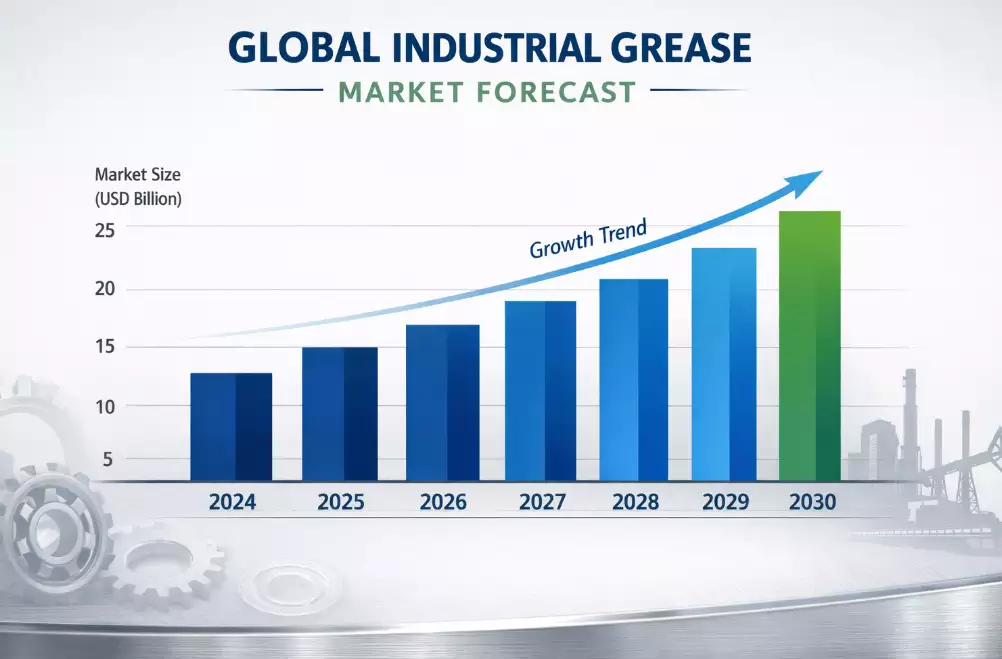
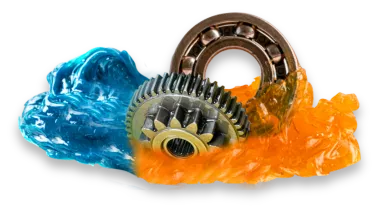
Промышленная смазка используется практически во всех вращающихся, скользящих и колеблющихся машинах в обрабатывающей промышленности, горнодобывающей промышленности, строительстве и энергетике по всему миру. Выбор смазки – это не просто покупка товара, а точное инженерное решение, напрямую влияющее на надежность оборудования, бюджеты на техническое обслуживание и время безотказной работы производства.
Три числа определяют ставки:
- $6,8 млрд — Объем мирового рынка промышленных смазочных материалов в 2025 году, рост на 4,11 тыс. трлн рупий в год до 2030 года.
- 36% — Доля преждевременных отказов подшипников, вызванных ненадлежащей смазкой (SKF, 2025 г.)
- 49% — Доля Азиатско-Тихоокеанского региона в мировом спросе на смазочные материалы, лидируют Китай, Индия и Юго-Восточная Азия. https://www.skf.com/group/knowledge-hub/maintenance-and-reliability/bearing-failure-analysis】
Самым быстрорастущим сегментом смазочных материалов в мире являются комплексные сульфонаты кальция, демонстрирующие среднегодовой темп роста в 9,11 тыс. тонн — вдвое превышающий средний показатель по рынку в целом — благодаря спросу со стороны горнодобывающей, морской и шельфовой отраслей, обусловленному исключительной водостойкостью. На долю высокотемпературных смазок приходится 351 тыс. тонн объема рынка в 2024 году, и прогнозируется их рост на 6,51 тыс. тонн в год до 2030 года.
Экспорт смазочных материалов из Китая вырос на 18,431 тыс. тонн в годовом исчислении в 2025 году. Рынки в рамках инициативы «Один пояс, один путь», включая Юго-Восточную Азию, Ближний Восток и Латинскую Америку, стали ключевыми направлениями роста для китайских промышленных смазок. В настоящее время китайские бренды занимают более 351 тыс. тонн внутреннего рынка, при этом стандарты качества быстро приближаются к западным аналогам, а себестоимость продукции значительно снижается.
2. Что такое промышленная смазка?
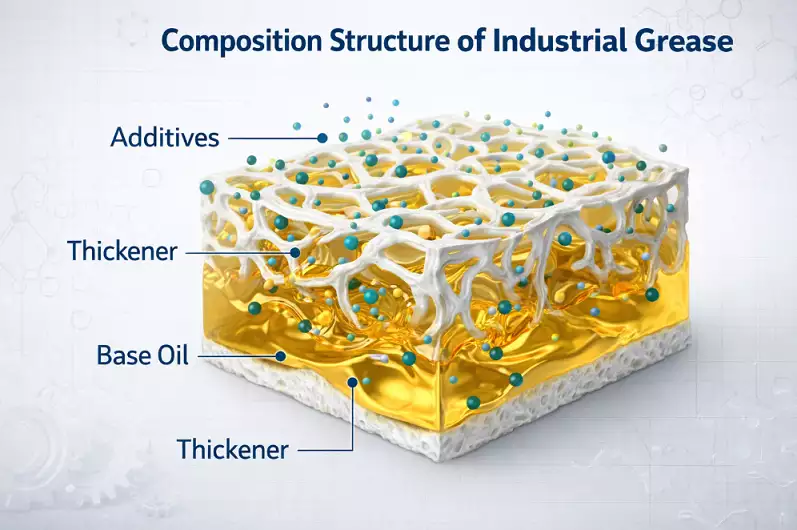
Промышленная смазка представляет собой полутвердое смазочное вещество, состоящее из трех компонентов: базового масла (60–75% по весу), загустителя (5–25%) и пакета присадок (5–20%). В отличие от смазочного масла, смазка остается на месте под действием центробежной силы, силы тяжести и давления, что делает ее предпочтительным смазочным материалом для герметичных подшипников, труднодоступных точек смазки и оборудования, которое не допускает утечек.
2.1 Как именно смазывает смазка — тиксотропный механизм
Когда опорная поверхность движется, силы сдвига заставляют матрицу загустителя высвобождать базовое масло, образуя тонкую гидродинамическую пленку между металлическими поверхностями. Когда движение прекращается, загуститель снова впитывает масло. Это обратимое поведение называется тиксотропия — Именно поэтому смазка обеспечивает смазывание даже после длительных периодов простоя, что делает ее идеальной для машин с частыми остановками и запусками, а также для оборудования, работающего нечасто.
Ключевая информация, которую упускает большинство покупателей в сегменте B2B: Фактическую смазку обеспечивает базовое масло, а не загуститель. Загуститель выполняет лишь структурную функцию. Именно поэтому две смазки NLGI 2 из разных семейств загустителей могут демонстрировать совершенно разные характеристики в одном и том же подшипнике.
2.2 Три компонента — что должны проверить покупатели B2B
Базовое масло (смазочный материал — 60–75% по весу) Осуществляет фактическую смазку. Должна соответствовать рабочей скорости и температуре, используя классификацию вязкости ISO VG. В большинстве смазок используются минеральные масла (группы API I–III); специальные смазки используют синтетические базовые масла (ПАО, сложные эфиры, силиконовые) для применения в условиях экстремальных температур или при увеличенном сроке службы.
Загуститель (структурная губка — 5–25% по весу) Определяет температурный диапазон, водостойкость и совместимость с другими смазками. Это фактор #1, определяющий типы смазок, и источник проблем с несовместимостью при смешивании смазок.
Присадки (улучшители характеристик — 5–20% по весу) Обеспечивают защиту от экстремальных давлений (EP), противоизносные свойства (AW), стойкость к окислению, защиту от коррозии и липкость. Присадки EP НЕ являются универсальными — они могут повредить легконагруженные высокоскоростные подшипники из-за химической активности при рабочей температуре.
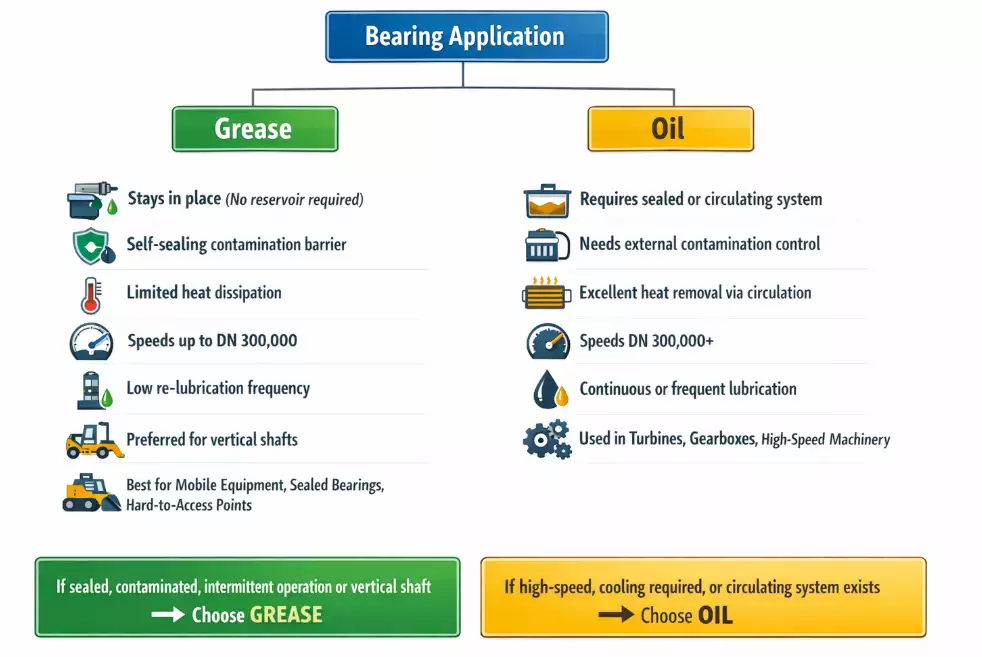
2.3 Почему в промышленных условиях смазка предпочтительнее масла
- Не смещается на месте без резервуара или насоса и подходит для множества применений.
- Действует как барьер против загрязнения, защищая от воды, пыли и частиц.
- Эффективен в местах смазки, подверженных колебательным или вибрационным движениям.
- Подходит для вертикального расположения валов, где масло будет стекать.
- Длительные интервалы между повторной смазкой снижают частоту технического обслуживания и трудозатраты.
- Снижение стоимости системы — более простые корпуса, отсутствие уплотнений, насосов и резервуаров.
3. 7 типов промышленных смазок — полное сравнение
Химический состав загустителя является основным отличием между различными типами смазок. Выбор неправильного загустителя — даже при правильной вязкости базового масла — является распространенной и дорогостоящей ошибкой.
Таблица сравнения типов промышленных смазок
| Тип смазки | Диапазон температур | Водостойкость | Пригодность по скорости | Риск смешивания | Лучшие приложения |
|---|---|---|---|---|---|
| Литиевый комплекс (Li-X) ★ | от −30°C до 180°C | Хороший | Низкий–Высокий | Низкий (с литием) | Подшипники, шасси, общего назначения OEM. |
| Полимочевина (ПУ) | от −30°C до 180°C | Очень хороший | Высокий — идеально подходит для двигателей | ВЫСОКИЙ УРОВЕНЬ — никогда не смешивайте | Электродвигатели, подшипники с пожизненной герметизацией. |
| Комплекс сульфоната кальция | от −20°C до 180°C | Выдающийся | Низкий–Средний | Умеренный | Горнодобывающая промышленность, морские платформы, морская среда, влажные условия |
| Бентон / Глина | Температура каплепадения отсутствует (предел базового масла >230°C) | Умеренный | Низкий–Средний | Совместимо с большинством | Печь, обжиговая печь, установки непрерывного литья |
| Простой литий (Li) | от −30°C до 130°C | Умеренный | Низкий–Высокий | Низкий | Бюджетная/универсальная смазка для шасси |
| Кальций (Ca) | от −20°C до 80°C | Начальство | Низкий–Средний | Умеренный | Морские, наружные/влажные работы, металлоконструкции. |
| ПТФЭ / Синтетический | от −50°C до 260°C | Хороший | Высокий | Низкий | Пищевой класс, чистое помещение, экстремальные температуры |
3.1 Литиевый комплекс — универсальный инструмент для B2B-сектора
Литиевые комплексные (Li-X) смазки являются наиболее востребованным типом смазок в общем промышленном применении. Комплексообразующий агент повышает температуру каплепадения выше 260°C и обеспечивает превосходные противозадирные свойства по сравнению с простыми литийсодержащими смазками. Для OEM-производителей и заказчиков, нуждающихся в единой одобренной смазке для 70–801 тонн в час, литий-комплексная смазка NLGI 2 EP на основе базового масла ISO VG 100–220 является отраслевым эталоном.
Простые литиевые (Li) смазки стоят дешевле, но их не следует использовать при температуре выше 120°C в непрерывном режиме или в условиях высоких нагрузок — температура каплепадения около 185°C обеспечивает недостаточный запас прочности для многих промышленных условий.
3.2 Полимочевина — лучший выбор для электродвигателей
Полимочевинные (димочевинные/тетрамочевинные) смазки не содержат металлических мыльных загустителей, что обеспечивает превосходную стойкость к окислению, высокую температуру каплепадения (>260°C) и совместимость с герметичными высокоскоростными подшипниками. Их химический состав, обеспечивающий чистое сгорание, образует минимальное количество остатков, что значительно увеличивает срок службы подшипников. Испытания по стандарту ASTM D3336 высококачественных полимочевинных смазок NLGI 2 показывают срок службы подшипников более 10 000 часов при температуре 125°C.
Двигатели с частотно-регулируемым приводом требуют особого внимания: В частотно-регулируемых приводах через подшипники происходит электрический разряд (повреждение подшипников в результате электроэрозионной обработки), видимый как серый или черный матовый налет на дорожках качения. Для применения в частотно-регулируемых приводах следует использовать смазки с антистатическими или проводящими добавками.
⚠️ Важное предупреждение о совместимости: Полимочевинные смазки несовместимы с большинством смазок на мыльной основе, включая литиевые, литиевые комплексные и кальциевые. Смешивание полимочевинной смазки с литиевой смазкой в корпусе подшипника может привести к катастрофическому размягчению в течение нескольких часов после запуска. НИКОГДА не переходите на полимочевинную смазку без полной продувки подшипника.
3.3 Высокотемпературные смазки — варианты на основе бентона, сульфоната кальция и синтетические смазки
Для применений с непрерывной рабочей температурой выше 150 °C требуются специальные составы:
Бентоновая (глиняная) смазка: Неорганический загуститель для глины без точки каплепадения — он не плавится при любой температуре. Базовое масло окисляется при температуре выше ~230°C, устанавливая истинный предел эффективности. Лучше всего подходит для подшипников вагонеток печей, смазки цепей печей и обработки стекла.
Комплекс сульфоната кальция: Самая быстрорастущая категория премиальных смазок в мире (+9,11 тыс. трлн рупий в год). Выдающаяся водостойкость — выдерживает прямое вымывание водой лучше, чем любой другой загуститель. Отличные противозадирные свойства. Стабильна при температуре до 180°C. Основной выбор для горнодобывающей промышленности, морской добычи и тяжелого строительства.
Синтетическая смазка (на основе полиальфаолефинов / полифенолоксида / силикона): Для самых экстремальных условий эксплуатации — непрерывный температурный режим от −50°C до +260°C, линии пищевой промышленности, требующие соответствия стандарту NSF H1, или чистые помещения, где загрязнение углеводородами запрещено.
4. Классы согласованности NLGI — Полный селектор {#4}
Класс консистенции NLGI, измеряемый по стандарту ASTM D217 (рабочая пенетрация при 25°C), классифицирует жесткость смазки от 000 (полужидкая) до 6 (блочная смазка). Это наиболее часто используемый параметр смазки, но и наиболее часто неправильно понимаемый.
Таблица соответствия классам NLGI
| Класс NLGI | Последовательность | Аналогия с текстурой | Типичное использование | Ключевое преимущество |
|---|---|---|---|---|
| 000–00 | Полужидкий | Очень мягкая/текучая паста | Централизованные системы автоматической смазки, закрытые редукторы | Максимальная прокачиваемость |
| 0–1 | Мягкий | Мягкое масло / кулинарный жир | Подшипники для холодного климата, цепи для низких температур | Хорошая производительность насоса при минусовых температурах. |
| 2 ★ | Средний (отраслевой стандарт) | Арахисовое масло | Общая промышленность: подшипники, двигатели, шасси | Обеспечивает баланс между прокачиваемостью и удержанием. |
| 3 | Твердый | твердое масло | Высокоскоростные прецизионные подшипники для электродвигателей | Более эффективная организация каналов, меньше спешки |
| 4–6 | Жесткий / блок | Воск или более твердый | Открытые шестерни, сильная вибрация, подшипники печи. | Остается в неподвижном состоянии под воздействием шока и силы тяжести. |
4.1 Коэффициент скорости DN и выбор класса NLGI
DN = об/мин × диаметр отверстия (мм). Для большего значения DN требуются более густые смазки, способствующие образованию каналов и предотвращающие перемешивание:
- DN < 75 000: NLGI 1–2, как правило, подходит.
- DN 75 000–300 000: NLGI 2–3, предпочтительно канальное поведение.
- DN > 300 000: NLGI 3–4, или обратитесь к техническим характеристикам производителя подшипников.
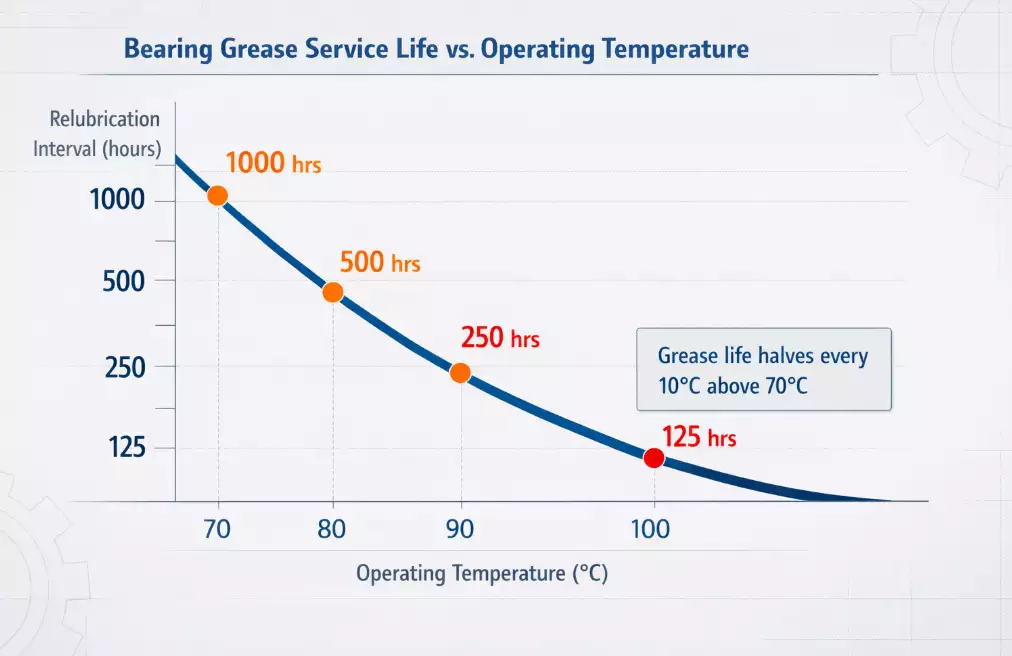
4.2 Правило температурного интервала, которое должен знать каждый руководитель отдела технического обслуживания
Срок службы подшипниковой смазки сокращается вдвое при каждом повышении рабочей температуры на 10°C (18°F) выше 70°C.
Если расчетный интервал повторной смазки составляет 1000 часов при 70°C: → 500 часов при 80°C → 250 часов при 90°C → 125 часов при 100°C
Именно это экспоненциальное снижение термической стабильности объясняет, почему выбор смазки с подлинной термостойкостью, а не просто с высокой температурой каплепадения, указанной в технической документации, имеет решающее значение для работы в условиях высоких температур.
5. Как выбрать подходящую промышленную смазку — шестифакторная модель
Выбор смазки, основанный на узнаваемости марки или инерции (“последняя смазка, которая работала”), ежегодно обходится промышленности в сотни миллионов долларов из-за преждевременных выходов подшипников из строя. Предложенная систематическая модель позволяет исключить наиболее распространенные ошибки при выборе.
Краткий справочник: Выбор типа смазки для конкретного применения
| Приложение | Диапазон температур | Класс NLGI | Рекомендуемая смазка | Критическое замечание |
|---|---|---|---|---|
| Подшипники электродвигателей | от −30 до 180 °C | НЛГИ 2–3 | Полимочевина | В шарикоподшипниках отсутствуют противоизносные присадки. |
| Горнодобывающее/дробильное оборудование | от -10 до 150 °C | НЛГИ 1–2 | Комплекс сульфоната кальция | Устойчивость к вымыванию водой имеет решающее значение. |
| прокатные станы металлургического завода | от 50 до 200 °C | НЛГИ 2 | Li-X или сульфонат кальция | Базовое масло ISO VG 220–460 |
| главный вал ветряной турбины | от -30 до 80 °C | НЛГИ 1–2 | Li-X Синтетический PAO | 5-летний интервал; сопротивление фреттингу |
| пищевая промышленность | от -10 до 120 °C | НЛГИ 1–2 | ПТФЭ / Алюминиевый комплекс NSF H1 | Необходимо иметь регистрацию NSF H1. |
| Строительные штифтовые соединения | от -20 до 60 °C | NLGI 1–2 EP | Li-X с клеем | Антифрикционный сплав для колебательных движений |
| Централизованная автосмазка | от -20 до 60 °C | НЛГИ 00–1 | Li-X или сульфонат кальция | Прокачиваемость при минимальной температуре окружающей среды |
| Подшипники печи/печи | 150–300°C+ | НЛГИ 1–2 | Бентон / ПТФЭ синтетический | Базовое масло окисляется при температуре выше ~230°C. |
Фактор 1: Диапазон рабочих температур
Составьте карту всего температурного диапазона: минимальная температура окружающей среды при запуске и максимальная температура непрерывной работы. Температура каплепадения смазки должна превышать максимальную рабочую температуру на ≥50°C с запасом прочности. Для широких сезонных колебаний (например, для оборудования, используемого на открытом воздухе, от −20°C до +80°C) синтетические смазки на основе базовых масел обеспечивают лучшую прокачиваемость при низких температурах без ущерба для прочности пленки при высоких температурах.
Фактор 2: Скорость (фактор DN или NDm)
Для более высоких скоростей вращения подшипников требуется более низкая вязкость базового масла (для снижения трения жидкости), но более высокий класс NLGI (для образования каналов). Коэффициент NDm — использующий диаметр делительной окружности, а не диаметр отверстия — является более точным для подшипников больших размеров.
Фактор 3: Нагрузка и ударная нагрузка
Высокие нагрузки и ударные нагрузки требуют применения противозадирных присадок (сера-фосфор или MoS₂). Однако: шарикоподшипники с низкой нагрузкой и высокой скоростью вращения НЕ получают пользы от противозадирных присадок и могут подвергаться повышенному износу из-за химической активности при рабочей температуре. Уровень противозадирных присадок следует подбирать в соответствии с фактическим контактным напряжением, а не только с типом применения.
Фактор 4: Воздействие воды и загрязнений
Для оборудования, подвергающегося воздействию водяных брызг, пара, конденсата или погружения в воду: приоритет отдается устойчивости к вымыванию водой (ASTM D1264) и защите от коррозии (ASTM D1743). В этом отношении лидируют комплексы сульфоната кальция и смазки на основе кальция. В пыльных средах, таких как горнодобывающая промышленность, цементная промышленность и разработка карьеров, более высокая вязкость базового масла и присадки, повышающие адгезию, помогают смазочной пленке противостоять абразивному износу.
Фактор 5: Метод смазки и объем заполнения
Для централизованных систем смазки требуется индекс прокачиваемости NLGI 0–1. Для ручного или точечного нанесения можно использовать NLGI 2–3. Для подшипников электродвигателей объем заполнения имеет такое же значение, как и тип смазки — переполнение является основной причиной выхода из строя подшипников двигателя из-за повышения температуры, вызванного перемешиванием.
Фактор 6: Совместимость с существующей смазкой
Наиболее часто упускаемый из виду фактор на практике. При смене типа смазки или во время технического обслуживания смешивание несовместимых смазок может привести к катастрофическому размягчению или затвердению, снижению противозадирных свойств и ускоренному выходу подшипников из строя в течение нескольких часов. Всегда сверяйтесь с матрицей совместимости в разделе 9, прежде чем использовать любую новую смазку в оборудовании, содержащем остатки смазки с другим химическим составом загустителя.
6. Применение промышленных смазок по отраслям
6.1 Горнодобывающая промышленность и разработка карьеров — наиболее сложные условия труда
В горнодобывающей промышленности предъявляются самые экстремальные требования к качеству смазки: постоянная вибрация, полное попадание воды, абразивное загрязнение и интервалы повторной смазки удаленного оборудования от 250 до 500 часов и более. Выход из строя подшипника экскаватора или дробилки обходится в 150 000–200 000+ триллионов долларов США в виде затрат на ремонт, потери производства и логистику.
Основная спецификация в современных горнодобывающих операциях: комплекс сульфоната кальция NLGI 1–2 с противозадирными добавками и клеящим веществом.
Основные требования к производительности:
- ASTM D1264 промывка водой <1%
- Нагрузка Timken OK >60 фунтов (ASTM D2509)
- Нагрузка на сварной шов при использовании 4-шарикового метода >400 кгс (ASTM D2596)
- Подходит для перекачивания при температуре −20 °C в централизованных системах автоматической смазки.
6.2 Обработка стали и металла
Подшипники прокатных станов металлургических заводов работают при температуре 120°C и выше, подвергаясь очень высоким радиальным нагрузкам на низких скоростях. Для установок непрерывного литья требуются смазки, устойчивые к воздействию пара, окалины и охлаждающей воды. Централизованные системы автоматической смазки на линиях прокатных станов обычно используют литиевые комплексные смазки NLGI 0–1 класса ISO VG 220–460.
- Подшипники прокатных станов: Li-X или сульфонат кальция, NLGI 1–2, ISO VG 220–460
- Смазка для открытых зубчатых передач / непрерывного действия: синтетическая адгезивная смазка для открытых зубчатых передач, ISO VG 680–1500.
- Высокотемпературные зоны (печь для повторного нагрева): бентон NLGI 1–2 или сульфонат кальция.
6.3 Подшипники электродвигателей — область их наиболее широкого применения
Подшипники электродвигателей составляют наибольшую долю точек нанесения смазки на любом промышленном предприятии. За последнее десятилетие отраслевой стандарт сместился в сторону полимочевинных смазок, что обусловлено превосходной совместимостью с герметичными подшипниками и увеличенными интервалами обслуживания при температуре 160–180 °C.
- Стандартные двигатели: полимочевина NLGI 2–3, базовое масло ISO VG 46–100.
- Двигатели с частотным преобразователем: полимочевина с антистатическими добавками — стандартная полимочевина недостаточна для защиты от разряда тока при электроэрозионной обработке.
- Высокотемпературные двигатели (корпус >150°C): полимочевина с синтетическим базовым маслом, температура каплепадения >260°C.
6.4 Ветроэнергетика — Проблема пятилетнего интервала
Подшипники тангажа и рыскания ветротурбины совершают колебательные движения, а не непрерывное вращение — это сложная задача, в которой многие стандартные смазки проявляют фрикционный износ (микроскопическое адгезионное повреждение при колебаниях без полного образования гидродинамической пленки).
- Подшипники тангажа и рыскания: специальный класс подшипников, рассчитанных на колебания, соответствующий требованиям стандарта ASTM D4170 по износостойкости при фреттинге.
- Главный вал: синтетический Li-X PAO, NLGI 1–2, ISO VG 460–1500, рассчитан на срок службы более 5 лет.
- Подшипники коробки передач: синтетические на основе полиальфаолефинов (ПАО) для увеличения интервалов замены.https://www.nlgi.org/grease-in-wind-turbines/】
6.5. Переработка продуктов питания и напитков — регистрация NSF H1 не подлежит обсуждению.
Любая точка смазки, случайно контактирующая с пищевыми продуктами, требует использования смазочных материалов, зарегистрированных в соответствии со стандартом NSF H1. Это нормативное требование практически во всех юрисдикциях — использование незарегистрированных смазочных материалов на предприятиях пищевой промышленности является нарушением требований. Одной лишь маркировки “пищевой класс” без регистрационного номера NSF H1 недостаточно.
- Требуется: регистрация в программе NSF H1 (проверьте фактический регистрационный номер по адресу...). www.nsf.org)
- Химический состав: комплекс алюминия, ПТФЭ или на основе кальция с белым минеральным маслом или полиальфаолефином.
- Избегайте: любых смазок, содержащих дисульфид молибдена, графит или тяжелые металлы.
- Дополнительные сертификаты: для некоторых клиентов на рынках Ближнего Востока и еврейских рынков требуется сертификат кошерности/халяль.
6.6 Строительная техника
Смазка строительной техники включает в себя шарнирные соединения, втулки ковша, цепи гусениц, подшипники поворотного механизма и централизованные системы автоматической смазки на экскаваторах, погрузчиках и кранах. Основные проблемы: загрязнение водой, попадание грязи, высокие статические нагрузки на шарнирные соединения и значительные перепады температур.
- Штифтовые соединения и открытые поверхности: клей Li-X или сульфонат кальция NLGI 1–2 EP с клеящим веществом.
- Централизованная система автоматической смазки: NLGI 00–1, работающая от насоса при минимальной температуре окружающей среды −20 °C.
- Гусеничная цепь: NLGI 1–2, усиленная молибденом, для граничной смазки при высоких ударных нагрузках.
7. Смазка против масла для смазки — основы принятия решений
| Фактор | Смазка | Масло |
|---|---|---|
| Остаётся на месте | Да — резервуар не требуется. | Требуется герметичная или циркуляционная система. |
| Загрязняющий барьер | Функция самозапечатывания | Требуются внешние уплотнения |
| отвод тепла | Ограниченная холодопроизводительность | Отличное качество благодаря циркуляции. |
| Пригодность для высоких скоростей | Подходит для цен до ~300 000 DN | Лучше при цене выше 300 000 DN. |
| Частота повторного применения | Низкие — длинные интервалы | Высокий — непрерывный или регулярный |
| Системные затраты | Более низкие (более простые корпуса) | Более высокие (уплотнения, насосы, резервуары) |
| Вертикальные валы | Предпочтительный вариант — не сливает воду. | Требуется резервуар |
| Лучше всего подходит для | Мобильное оборудование, герметичные подшипники, труднодоступные места | Высокоскоростные механизмы, турбины, редукторы, нуждающиеся в охлаждении. |
Правило принятия решения: Если подшипник герметичен, труднодоступен, подвержен загрязнению, работает с перебоями или установлен на вертикальном валу — используйте консистентную смазку. Если подшипник требует постоянного охлаждения, работает при давлении выше DN 300 000 или является частью существующей системы циркуляции масла — используйте масло. Если оба варианта кажутся приемлемыми для ответственного применения, проведите сравнительный пилотный эксперимент продолжительностью 3–6 месяцев и измерьте температуру подшипника, характер вибрации и износ.
8. Скрытая опасность #1: чрезмерная и недостаточная смазка.
Промышленные исследования неизменно показывают, что чрезмерная смазка приводит к такому же количеству отказов подшипников, как и недостаточная, — и тем не менее, это остается наиболее игнорируемой опасностью, связанной со смазкой, в программах технического обслуживания оборудования. Именно эту тему систематически недостаточно освещают Mobil, SKF и другие ведущие справочники.
8.1 Физика чрезмерного увеличения смазки при отказе
При попадании избытка смазки в корпус подшипника внутреннее давление повышается. На рабочей скорости катящиеся элементы должны выталкивать смазку со своего пути, вызывая перемешивание. Перемешивание генерирует тепло. Тепло заставляет загуститель высвобождать базовое масло быстрее, чем оно может быть повторно впитано. Оставшаяся структура представляет собой жесткий, обедненный маслом мыльный слой с минимальной смазывающей способностью. Конечный результат: выход подшипника из строя, несмотря на то, что подшипник выглядит “полным смазки”.”
8.2 Недостаточная смазка — тихий убийца
Недостаточная смазка менее заметна, но столь же разрушительна. К тому моменту, когда подшипник начинает издавать заметный шум или становится очевидно, что он выходит из строя, контакт металла с металлом уже приводит к необратимым повреждениям дорожки качения. Добавление смазки на этом этапе временно снижает шум подшипника, но не устраняет уже имеющиеся повреждения — отказ просто откладывается.
Передовая практика: Внедрите ультразвуковую смазку. Ультразвуковые приборы обнаруживают признаки трения, вызванные недостатком смазки, в диапазоне частот 20 000 Гц и выше — задолго до появления слышимого шума или повышения температуры. Смазывайте до тех пор, пока ультразвуковой сигнал не вернется к исходному уровню, затем остановитесь. Такой подход одновременно исключает как избыточную, так и недостаточную смазку.
https://www.machinerylubrication.com/Read/31855/ultrasound-grease-lubrication】
8.3 Формула правильного объема наполнения
Для подшипников электродвигателей (методика повторной смазки SKF):
Количество смазки (граммы) = 0,005 × D × B
Где:
- D = наружный диаметр подшипника (мм)
- B = ширина подшипника (мм)
Пример: подшипник 6310 (D = 110 мм, B = 27 мм): 0,005 × 110 × 27 = 14,85 грамма на одно повторное смазывание
9. Матрица совместимости смазок и протокол переналадки
Несовместимость смазочных материалов, по мнению компаний SKF и NLGI, является одной из наиболее серьезных и предотвратимых причин выхода подшипников из строя во время технического обслуживания.
Матрица совместимости загустителей для жиров
✓ = Совместимо | ✗ = Обычно несовместимо | ~ = Пограничное состояние — требуется проверка | — = Один и тот же тип
| Ли | Ли-X | Ка | Ca-S | ПУ | Бентон | Аль-С | ПТФЭ | |
|---|---|---|---|---|---|---|---|---|
| Ли | — | ✓ | ✗ | ✗ | ✗ | ✓ | ✗ | ✗ |
| Ли-X | ✓ | — | ✗ | ✗ | ✗ | ✓ | ✗ | ✗ |
| Ка | ✗ | ✗ | — | ~ | ✗ | ✓ | ✗ | ✗ |
| Ca-S | ✗ | ✗ | ~ | — | ✗ | ✓ | ✗ | ✗ |
| ПУ | ✗ | ✗ | ✗ | ✗ | — | ✓ | ✗ | ✗ |
| Бентон | ✓ | ✓ | ✓ | ✓ | ✓ | — | ✓ | ✓ |
| Аль-С | ✗ | ✗ | ✗ | ✗ | ✗ | ✓ | — | ✗ |
| ПТФЭ | ✗ | ✗ | ✗ | ✗ | ✗ | ✓ | ✗ | — |
Примечание: Некоторые полимочевинные загустители могут проявлять совместимость с литиевыми комплексами в зависимости от конкретной рецептуры — для ответственных применений всегда запрашивайте у поставщика данные испытаний на совместимость.
9.1 Пошаговый протокол замены смазки
- Укажите текущий тип смазки, химический состав загустителя и объем заполнения подшипника, подлежащего замене.
- Проверьте матрицу совместимости. Если новые и старые смазки несовместимы, запланируйте полную замену.
- Запустите подшипник на нормальной рабочей скорости, медленно нанося новую смазку до тех пор, пока свежая смазка не появится в предохранительном клапане, удаляя старую порцию (≥90%).
- Если продувка недостаточна или смазки явно несовместимы: разберите, очистите подшипник растворителем, заново смажьте новой смазкой в необходимом объеме.
- Промаркируйте корпус подшипника новым типом смазки, датой и объемом заправки. Обновите систему управления смазкой (LMS).
- Для предотвращения перекрестного загрязнения в будущем используйте цветные фитинги или заглушки Zerk (например, красный = полимочевина, синий = Li-X, желтый = сульфонат кальция).
10. Виды отказов промышленных смазок — диагностика и устранение.
Большинство отказов подшипников, связанных со смазкой, предсказуемы и предотвратимы. Ниже описаны шесть наиболее распространенных видов отказов, встречающихся при техническом обслуживании промышленных предприятий.
| Режим отказа | Последствие | Профилактика | Полезный совет |
|---|---|---|---|
| Неправильный тип смазки. | Подшипники заклинивают или быстро изнашиваются | Подберите вязкость загустителя и базового масла в соответствии со спецификациями производителя оборудования. | Полимочевина для двигателей, Li-X EP для горнодобывающей промышленности. |
| Чрезмерное смазывание | Прорыв уплотнения, повышение температуры, перемешивание | Добавляйте смазку небольшими порциями; следите за температурой. | Остановитесь, когда свежая смазка вытечет из предохранительного клапана. |
| Недостаточная смазка | Усталость поверхности, контакт металла с металлом | Установите календарь + график повторной смазки в зависимости от состояния оборудования. | Используйте ультразвук для раннего выявления недостатка смазки. |
| Несовместимая смесь смазок | Размягчение/затвердевание, отслоение противоэпоксидной пленки, разрушение в течение нескольких часов. | Перед сменой типа загустителя проведите полную продувку. | Используйте фитинги с цветовой маркировкой в зависимости от типа смазки. |
| Загрязнённая смазка | Абразивный износ, ускоренное окисление | Перед каждой смазкой очищайте пресс-масленки. | Закрывайте бочки крышками; используйте отдельные шприцы для смазки в зависимости от типа бочки. |
| Неправильное хранение | Окисление, расслоение фаз, нарушение срока годности | Принцип ротации FIFO; горизонтальное хранение в барабанах; 5–40°C | Маркировка барабанов с указанием даты получения. |
11. Анализ смазки в полевых условиях — Мониторинг состояния.
Анализ смазки — это аналог анализа отработанного масла, используемый на производстве, — однако в большинстве промышленных предприятий он по-прежнему используется недостаточно. Примерно 901 тонна всех подшипников смазывается консистентной смазкой, но менее 101 тонны предприятий проводят регулярный мониторинг состояния смазки. В этом разделе рассматривается то, что большинство справочников поставщиков смазочных материалов полностью опускают.
11.1 Визуальный осмотр — первая линия защиты
| Наблюдаемый знак | Вероятная причина | Немедленные действия | Примечания |
|---|---|---|---|
| Затемнение цвета | Окисление, загрязнение, перегрев | Анализ смазки; проверка датчиков температуры. | Нормальное состояние: легкое потемнение. Тревога: черный или запах гари. |
| Отделение масла (прокачка) | Старение загустителя, термическая деградация, неправильное хранение | При незначительных проблемах перемешайте; при серьезных проблемах выбросьте. | Незначительное просачивание жидкости в новые бочки — это нормально. |
| Закалка | Утечка масла в результате испарения или окисления. | Увеличьте частоту повторной смазки. | Часто используется в условиях высоких температур. |
| Размягчение | Механическая деградация, несовместимая смесь смазок | Выявите и удалите загрязненную смазку. | Может привести к утечке и голоданию |
| Молочно-белый цвет | Загрязнение воды | Найдите и устраните источник загрязнения воды; перейдите на сульфонат кальция. | Сульфонат кальция лучше всего противостоит этому явлению. |
| Металлические частицы | Идет активный износ подшипника. | Немедленный осмотр; отправка образца в лабораторию. | Феррографический анализ позволяет определить тип износа. |
11.2 Лабораторный анализ смазочных материалов — когда его следует указывать.
Для критически важных подшипников со стоимостью замены >10 000 долларов США, с высокими рисками поломки или в случаях, когда интервалы повторной смазки увеличиваются, лабораторный анализ смазки предоставляет количественные данные о состоянии:
- ИК-спектроскопия — определяет тип загустителя, степень окисления и наличие загрязнений.
- Испытание на проникновение (ASTM D217) — Измеряет изменение консистенции по сравнению с исходным уровнем новой смазки.
- ИСП-спектрометрия — Обнаруживает металлы износа (железо, хром, медь), указывающие на активное повреждение подшипника.
- Тест линейки — измеряет оставшийся срок службы антиоксидантов, прогнозирует оставшийся интервал обслуживания.
- Аналитическая феррография — характеризует размер, морфологию и характер разрушения частиц износа.
https://www.machinerylubrication.com/Read/30869/grease-sampling-analysis】
12. Рекомендации по хранению, обращению и повторной смазке консистентной смазки.
12.1 Требования к хранению
- Хранить барабаны горизонтально Для предотвращения проникновения влаги через вентиляционные отверстия бочек — вертикальное хранение позволяет впитывать конденсат по мере охлаждения бочек в течение ночи.
- Поддерживайте температуру хранения. 5–40°C; Избегайте перепадов температуры (термическая откачка ускоряет отделение масла).
- Вращение FIFO: Всегда используйте сначала самые старые запасы; типичный срок годности составляет 2–5 лет с даты изготовления.
- Храните контейнеры плотно закрытыми до момента использования; никогда не возвращайте частично использованную смазку в исходный контейнер.
- Разделяйте различные типы смазочных материалов с помощью четкой маркировки и физического разделения, чтобы предотвратить случайное перекрестное загрязнение.
12.2 Рекомендации по применению приложений
- Используйте выделенный, Красные смазочные пистолеты в зависимости от типа смазки — перекрестное загрязнение чаще всего происходит через общее оборудование.
- Перед каждой смазкой очищайте пресс-масленки. — Первый такт насоса загоняет поверхностные загрязнения непосредственно в подшипник.
- Нанесите смазку. медленно и равномерно — Быстрое впрыскивание под высоким давлением может проталкивать смазку мимо элементов качения, а не сквозь них.
- Для подшипников с пожизненной герметизацией (2RS): НЕ добавляйте смазку. — Заводской смазки достаточно для расчетного срока службы; дополнительная смазка разрушает уплотнения.
12.3 Формула интервала повторной смазки
Для определения интервалов повторной смазки подшипников используйте методику повторной смазки SKF:
t (часы) = K × [14 000 000 / (n × √d) − 4d]
Где:
- K = 1,0 (литиевое мыло) или 1,5 (полимочевина)
- n = частота вращения вала в об/мин
- d = диаметр отверстия подшипника (мм)
Пример: двигатель 3000 об/мин, диаметр цилиндра 50 мм, полимочевинная смазка: t = 1,5 × [14 000 000 / (3000 × √50) − 4 × 50] t = 1,5 × [14 000 000 / 21 213 − 200] t = 1,5 × [460] ≈ 690 часов
Сократите интервал на 50%, если рабочая температура превышает 70°C. Сократите еще на 50% при температуре выше 100°C. Сократите на 30–50% в загрязненных (пыльных/влажных) средах.
13. Часто задаваемые вопросы
В1: В чем разница между литиевой смазкой и литиевой комплексной смазкой?
В комплексе лития (Li-X) в процессе омыления используется комплексообразующий агент, повышающий температуру каплепадения с ~185 °C (простой литий) до >260 °C, а также улучшающий противозадирные свойства и окислительную стабильность. Доплата составляет 15–301 ТТ3Т. Для промышленных применений при температурах выше 120 °C или при высоких нагрузках минимально рекомендуемой спецификацией является комплекс лития. Простой литий подходит для применений с низкой нагрузкой и умеренными температурами, где основным ограничением является бюджет.
Вопрос 2: Можно ли смешивать смазки одного типа разных марок?
Главная проблема — совместимость типов загустителей: как правило, две литиевые комплексные смазки от разных производителей совместимы друг с другом. Однако взаимодействие присадок может вызывать проблемы даже между смазками с одинаковым загустителем разных марок. При переходе на другую марку смазки следует рассматривать это как замену: перед введением нового продукта необходимо провести продувку.
В3: Как узнать, что моя смазка вышла из строя в процессе эксплуатации?
Ключевые индикаторы: необычный шум или вибрация подшипника; температура подшипника более чем на 15°C выше установленного базового уровня; изменение цвета смазки (потемнение указывает на окисление; молочный цвет указывает на загрязнение водой; металлические частицы указывают на активный износ); или затвердевание или размягчение смазки по сравнению с первоначальной консистенцией. Лабораторный анализ смазки (ИК-спектроскопия, ИСП-спектрометрия, пенетрационный тест) обеспечивает количественное подтверждение и оценку остаточного срока службы.
Вопрос 4: Что означает NLGI 2 — всегда ли это правильный выбор?
На долю смазки NLGI 2 приходится приблизительно 701 тонна мирового потребления, поскольку она обеспечивает баланс между прокачиваемостью и удержанием в широком диапазоне стандартных применений. Однако: высокоскоростные подшипники (DN >200 000) часто лучше работают со смазкой NLGI 3; централизованные системы автоматической смазки обычно требуют NLGI 0–1; для открытых зубчатых передач, подверженных ударным нагрузкам, может потребоваться блочная смазка NLGI 4–6. NLGI 2 является правильным значением по умолчанию — но всегда проверяйте его соответствие конкретной скорости, нагрузке и способу подачи.
В5: Что вызывает выход из строя подшипников электродвигателя вскоре после повторной смазки?
Четыре наиболее распространенные причины: (1) Избыточная смазка — слишком большое количество смазки немедленно повышает рабочую температуру; (2) Несовместимость смазки — новая смазка несовместима с остатками старой смазки, вызывая размягчение или затвердевание; (3) Неправильный тип смазки — использование смазки с противозадирными присадками в шарикоподшипнике с небольшой нагрузкой; (4) Загрязнение во время смазки — предварительная очистка штуцера Zerk. Избыточная смазка является причиной примерно 40–601 тыс. тонн отказов подшипников двигателей, вызванных повторной смазкой.
В6: Каковы преимущества закупки промышленных смазок у китайских производителей?
Современные китайские производители смазочных материалов, работающие по стандарту ISO 9001:2015 и имеющие подтверждающую документацию о результатах испытаний ASTM от независимых сторонних организаций, обеспечивают эквивалентные технические характеристики западным брендам для большинства промышленных применений при стоимости на 20–451 тонну меньше. Ключевой контрольный список для проверки: сертификация ISO 9001:2015, подтверждающие протоколы испытаний ASTM (D217, D2596, D2509, D1264, D3336), паспорта безопасности/общее содержание растворенных твердых веществ для каждого класса, а также сертификация API Group по качеству базового масла. Всегда запрашивайте платный образец и тестируйте его в своих условиях, прежде чем заключать договор поставки.
В7: Как восстановить подшипник, который был чрезмерно смазан?
По возможности остановите или уменьшите скорость вращения оборудования. Откройте предохранительный штуцер или сливную пробку и дайте излишкам смазки вытечь на низкой скорости (500–800 об/мин) в течение 15–30 минут. Следите за температурой подшипников — она должна снизиться в течение первых 30 минут, если причиной было чрезмерное смазывание. Если температура остается повышенной после продувки, проверьте наличие повреждений уплотнений и состояние подшипников, прежде чем возвращаться к работе под полной нагрузкой.
В8: Что такое ложное бринеллирование и как его предотвратить?
Ложное образование борозд Бринелля — это повреждение дорожек качения, вызванное колебательными микровибрациями в неподвижных подшипниках — от расположенного рядом оборудования, ударов при транспортировке или вибрации здания. Оно создает бороздки износа (метки Бринелля) без вращения подшипника, что приводит к преждевременному выходу из строя при запуске. Профилактика: ежемесячно поворачивайте хранящееся оборудование вручную, наносите антифрикционную смазку или антикоррозионную смазку перед хранением, а также используйте виброизоляционные прокладки под хранящимися двигателями и редукторами.
В9: Каков минимальный объем заказа на поставку промышленных смазок?
Промышленные смазки обычно выпускаются в следующих упаковках: картриджи по 400 г, банки по 1 кг, ведра по 15 кг, бочки по 50 кг и бочки по 180 кг. Для оптовых поставок B2B доступны контейнеры IBC (1000-литровые контейнеры для сыпучих материалов) от отдельных производителей. Минимальный объем заказа варьируется в зависимости от марки и формата упаковки. Для контрактных поставок OEM-производителям и поставок под собственной торговой маркой минимальные объемы заказа обычно оговариваются в соответствии со спецификацией продукта.
В10: Как следует утилизировать отработанную промышленную смазку?
Отработанная промышленная смазка в большинстве юрисдикций классифицируется как опасные отходы и не должна сливаться в канализацию или смешиваться с обычными отходами. Стандартные способы утилизации: лицензированный подрядчик по утилизации отходов, переработка в цементных печах или утвержденные службы сбора. Для получения информации об утилизации в соответствии с законодательством вашей юрисдикции обратитесь к разделу 13 Паспорта безопасности продукта (SDS) — запросите паспорт безопасности у поставщика смазки.
14. ZTSH Oil — производитель промышленных смазок и глобальный поставщик.

Компания ZTSH Oil (Zibo Tianshi Huasheng Petroleum Technology Co., Ltd.) производит промышленные смазочные материалы для корпоративных клиентов в более чем 30 странах мира. Наш ассортимент продукции охватывает все основные химические группы загустителей и области применения — с полной документацией, гибкой упаковкой и возможностью разработки индивидуальных рецептур.
Полный ассортимент продукции
| Продукт | Загуститель | Класс NLGI | Диапазон температур | Ключевое приложение |
|---|---|---|---|---|
| Смазка Li-X EP | Литиевый комплекс | 0 / 1 / 2 / 3 | от −30°C до 180°C | Общепромышленное, горнодобывающее, шасси |
| Полимочевинная моторная смазка | Полимочевина | 2 / 3 | от −30°C до 180°C | Электродвигатели, герметичные подшипники |
| Комплекс сульфоната кальция | Кальция сульфонат | 0 / 1 / 2 | от −20°C до 180°C | Горнодобывающая промышленность, морская среда, влажные условия |
| Высокотемпературная подшипниковая смазка | Бентон | 1 / 2 | До 250°C и выше | Печь, плавильная печь, металлургический завод |
| Синтетическая смазка на основе ПТФЭ | ПТФЭ / Синтетический | 1 / 2 | от −50°C до 260°C | Пищевой, для экстремальных температур, для чистых помещений |
| Открытая смазка для шестерен | Литиевый комплекс | Блок 5/6 | от −10°C до 160°C | Открытые шестерни, зубчатые рейки, большие шарниры |
| Пищевая смазка NSF H1 | Алюминиевый комплекс / ПТФЭ | 1 / 2 | от −20°C до 140°C | Переработка пищевых продуктов и напитков |
Что мы предлагаем покупателям B2B:
- Полный ассортимент продукции: литиевые комплексы, полимочевина, сульфонат кальция, бентон, ПТФЭ и специальные смазки NLGI 00–3.
- Индивидуальная рецептура: вязкость базового масла, класс NLGI, пакет присадок, цвет и упаковка, адаптированные под спецификации OEM-производителя.
- Поставки под собственной торговой маркой / OEM-производство: возможно нанесение фирменной символики и разработка документации на заказ.
- Документация по качеству: сертификат ISO 9001:2015, протоколы испытаний по стандарту ASTM, паспорта безопасности (SDS), технические характеристики (TDS) и сертификаты анализа (COA) для каждой производственной партии.
- Упаковка: картридж 400 г в бочке 180 кг; контейнер IBC по запросу.
- Международная доставка: FOB Циндао/Шанхай; типичный срок выполнения заказа 7–25 рабочих дней.
Готовы указать характеристики, предоставить образцы или выбрать поставщика?
Обратитесь в техническую службу продаж ZTSH Oil, чтобы получить: ✓ Набор образцов (до 3 сортов, бесплатно для квалифицированных B2B-запросов) ✓ Полный пакет сертификатов TDS и ASTM ✓ Конкурентоспособные цены для B2B-запросов и график минимального объема заказа ✓ Консультации по разработке индивидуальных рецептур ✓ Подробную информацию о программах OEM/частной торговой марки
🌐 www.ztshoil.com | Ответ в течение 24 часов в рабочие дни